

BOOTCAMP
- Poziom:
Środowisko programistyczne wykorzystywane w kursie
- Oprogramowanie:
Rodzina jednostki głównej wykorzystywana w kursie
- CPU:
Zbiór zasad, które są wykorzystywane przy tworzeniu kodu programu
- Język:
Rodzina przekształtnika częstotliwości (falownika) wykorzystywana w kursie
- Napęd
199.00 zł / month
Zapis na BOOTCAMP kończy się za:

Co otrzymasz po zapisaniu się na BOOTCAMP?
Praca programisty PLC opiera się na sześciu kluczowych filarach, które są niezbędne do opanowania tej profesji. Bootcamp został zaprojektowany tak, abyś mógł poznawać te filary w optymalnej kolejności, zapewniając kompleksowe i skuteczne szkolenie.
- Programowanie – Naucz się podstaw i zaawansowanych technik programowania PLC, aby tworzyć efektywne i niezawodne systemy automatyki. Poznasz tajniki programowania sterowników PLC, w tym sterowników z rodziny Simatic S7. Nauczysz się programować w języku graficznym LAD oraz unikać typowych błędów początkujących. Dzięki naszemu szkoleniu będziesz pisać optymalny, przejrzysty i czysty kod.
- Wizualizacja – Poznaj narzędzia i techniki wizualizacji, które pozwolą Ci tworzyć intuicyjne interfejsy użytkownika dla systemów automatyki. Nauczysz się, jak tworzyć efektywne systemy wizualizacji procesów przemysłowych, które są intuicyjne i przyjazne dla użytkowników. Opanujesz narzędzia takie jak TIA Portal.
- Komunikacja – Zrozum różne metody komunikacji między urządzeniami PLC i innymi systemami, co jest kluczowe dla zintegrowanych rozwiązań automatyki. Poznasz najważniejsze protokoły komunikacyjne stosowane w automatyce przemysłowej, co pozwoli Ci na płynne integrowanie różnych systemów i urządzeń.
- Safety – Opanuj zasady bezpieczeństwa w systemach automatyki, aby projektować i utrzymywać bezpieczne środowiska pracy. Zdobędziesz wiedzę na temat zasad bezpieczeństwa w systemach automatyki. Nauczysz się, jak projektować i implementować systemy safety zgodne z obowiązującymi normami.
- Technika napędowa – Dowiedz się, jak kontrolować i optymalizować napędy sterujące pracą silnika w systemach automatyki, zwiększając efektywność i precyzję działania. Nauczysz się, jak optymalnie konfigurować napędy do podstawowych aplikacji spotykanych w przemyśle.
- Diagnostyka – Naucz się technik diagnostyki i rozwiązywania problemów, aby szybko i skutecznie naprawiać usterki i minimalizować przestoje.
Zapisz się na Nasz bootcamp, aby uzyskać dostęp do wszystkich tych kluczowych modułów i stać się wykwalifikowanym programistą PLC. W ramach przygotowania do szkolenia stacjonarnego otrzymujesz dostęp do platformy e-larningowej gdzie zdobywasz wiedzę teoretyczną z:

Kurs dla przyszłych automatyków / programistów PLC

Jeśli jesteś początkującym w dziedzinie automatyki i programowania PLC, Nasz bootcamp jest dla Ciebie. Skupiamy się na osobach, które dopiero zaczynają swoją przygodę z PLC lub zrobiły już pierwszy krok, ale potrzebują solidnej podstawy i praktycznej wiedzy.
Dlaczego warto wybrać naszą ofertę?
- Dla początkujących: Kurs jest zaprojektowany z myślą o osobach, które mają małe lub żadne doświadczenie w automatyce i programowaniu PLC.
- Kompleksowe przygotowanie: Po ukończeniu Naszego bootcampu będziesz w pełni przygotowany do pracy jako automatyk i programista PLC.
- Praktyczna wiedza: Oferujemy 80% kluczowych umiejętności i wiedzy, które są najczęściej wykorzystywane w pracy. Dzięki temu unikniesz konieczności szukania informacji w internecie i metodą prób i błędów dochodzenia do rezultatów.
Dołącz do Naszego bootcampu i zdobądź niezbędne umiejętności, aby rozpocząć karierę w automatyce i programowaniu PLC!
Test sprawdzający wiedzę:
Czy ten kurs jest dla Ciebie? Rozwiąż ten test WIELOKROTNEGO wyboru aby to sprawdzić.
Podsumowanie Egzamin
0 z 10 Pytania ukończone
Pytania:
Informacje
Ukończyłeś już wcześniej egzamin. Dlatego nie możesz rozpocząć go ponownie.
Egzamin ładuje się…
Musisz się zalogować lub zarejestrować, aby rozpocząć egzamin.
Najpierw należy wykonać następujące czynności:
Wyniki
Wyniki
0 z 10 odpowiedzi udzielono poprawnie.
Twój czas:
Czas się skończył
Osiągnąłeś 0 z 0 punktów, (0)
Zdobyte punkty: 0 z 0, (0)
0 Esej(e) oczekujący (możliwe punkty): 0)
Kategorie
- Brak kategorii 0%
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
- Aktualny
- Recenzja
- Rozwiązany
- Poprawnie
- Niepoprawnie
-
Pytania 1 10
1. Pytania
Czy w tym samym SIMATIC S7-1500 można jednocześnie używać adresów I0.0 oraz Q0.0
PoprawnieNiepoprawnie -
Pytania 2 10
2. Pytania
Czy w tablicy Watch table można wyświetlić wielokrotnie tą samą zmienną w różnych reprezentacjach liczbowych ?
PoprawnieNiepoprawnie -
Pytania 3 10
3. Pytania
Czy można wgrać program do sterownika PLC, gdy jest w trybie RUN ?
PoprawnieNiepoprawnie -
Pytania 4 10
4. Pytania
Jakiego typu zmienne można kopiować blokiem MOVE
PoprawnieNiepoprawnie -
Pytania 5 10
5. Pytania
Do czego służy instrukcja (blok) DEC ?
PoprawnieNiepoprawnie -
Pytania 6 10
6. Pytania
Jakim wynikiem zakończy się wykonanie operacji blokiem CONV na liczbie 2.7, jeżeli wynik powinien być jako typ INT ?
PoprawnieNiepoprawnie -
Pytania 7 10
7. Pytania
Czy stan licznka CTU może mieć wartość ujemną ?
PoprawnieNiepoprawnie -
Pytania 8 10
8. Pytania
Czy w kodzie funkcji FC1 można wywołać funkcję FC1 ?
PoprawnieNiepoprawnie -
Pytania 9 10
9. Pytania
Czy można zatrzymać sterownik (przejście do trybu STOP) z poziomu programatora (komputera PC) ?
PoprawnieNiepoprawnie -
Pytania 10 10
10. Pytania
Ile maksymalnie można użyć funkcji czasowych w sterowniku PLC ?
PoprawnieNiepoprawnie
Kluczowe informacje o bootcampie
Przekonasz się, że sam chętnie sięgniesz po uzupełniającą wiedzę. Na naszym kursie nie uczymy tylko teoretycznych podstaw programowania. Pokazujemy konkretne rozwiązania, sztuczki i tricki, które sprawią, że Twoja praca będzie przebiegała sprawniej i szybciej, a także bezpieczniej dla Twoich współpracowników. Nauczymy Cię analitycznego myślenia, które powinien opanować każdy programista PLC.
Choć praca programisty-automatyka może kojarzyć się głównie z samotnością, w rzeczywistości zwykle bywa zupełnie inaczej. Programiści PLC stają się częścią zespołu, który wspólnie realizuje jeden projekt. Oznacza to, że musisz na bieżąco konsultować i omawiać wyniki swoich prac z managerami, logistykami specjalistami od BHP. Bez obaw! Po naszym kursie będziesz czuł się jak ryba w wodzie, programując sterowniki PLC zarówno dla małych firm działających w wąskiej specjalizacji, jak i dużych przedsiębiorstw produkcyjnych.
Dowiesz się też, jak ich unikać i pracować na swoim warsztatem. Większość kursów PLC, jakie znajdziesz w sieci, ogranicza się do przekazania teorii. My jednak wiemy, że teoria to dla osób początkujących zdecydowanie zbyt mało. Pokażemy Ci, jak unikać pułapek, które czyhają na Ciebie w pracy automatyka przemysłowego i wytłumaczymy, dlaczego mogą być one niebezpieczne.
Wirtualna fabryka pokaże Ci typowe wyzwania, z jakimi spotykają się automatycy pracujący w przemyśle, opanujesz stres przed prawdziwą pracą. Dzięki aplikacji Factory I/O będziesz mógł przetestować każde rozwiązanie, jakie przyjdzie Ci do głowy, zanim zaproponujesz je w praktyce. Z aplikacją Factory I/O od razu zobaczysz rezultaty swoich prac i nie będziesz patrzył tylko na kod źródłowy.
 Pracujesz z aplikacją w „prawdziwej” fabryce
Pracujesz z aplikacją w „prawdziwej” fabryce
Software Factory IO przenosi Cię do wirtualnej fabryki, gdzie w czasie rzeczywistym testujesz działanie poszczególnych sterowników PLC Siemens Simatic s7. Sprawdź swoją wiedzę w praktyce, korzystając z bezpiecznego sandboxu i poczuj się jak prawdziwy programista-automatyk.
 Stajesz się elastyczny
Stajesz się elastyczny
Uczysz się programować PLC w języku LAD, który umożliwia pisanie kodu o dowolnym poziomie zaawansowania.
 Nie marnujesz czasu na notatki
Nie marnujesz czasu na notatki
Część teoretyczna jest realizowany w wygodnej formie on-line, a Ty zyskujesz dostęp do materiałów edukacyjnych bez limitu i przeglądasz je, kiedy chcesz. Zapomnij o notowaniu wszystkiego w nieporęcznym zeszycie.
 Zdobywasz praktyczną wiedzę
Zdobywasz praktyczną wiedzę
Uczysz się programować z wykorzystaniem sterownika PLC Siemens S7-1200 i S7-1500. To sprawdzony i popularny sprzęt, który sprawdzi się przy wielu prostych i złożonych projektach.
 Nie potrzebujesz kupować żadnego dodatkowego sprzętu
Nie potrzebujesz kupować żadnego dodatkowego sprzętu
Wszystkie zadania dodatkowe po bootcampie mogą być zrobione na symulatorze PLCsim, który umożliwia wizualizację poszczególnych działań.
 Nie wydajesz pieniędzy na oprogramowanie
Nie wydajesz pieniędzy na oprogramowanie
Wszystkie ćwiczenia dodatkowe po bootcampie są do realizowania w oparciu o platformę TIA Portal, którą możesz pobrać i używać bezpłatnie.
 Nasz kurs ruszy na każdej systemie Windows
Nasz kurs ruszy na każdej systemie Windows
Z udostępnionym lekcjami na platformie e-larningowej możesz się zapoznać niezależnie od tego, czy korzystasz z Windowsa 7, 8.1, 10 czy 11. Szkoda pieniędzy na nowy komputer, skoro Twój poprzedni doskonale poradzi sobie ze szkoleniem.
Wiele lat pracy przy dużych projektach sprawia, że przekazujemy najlepsze praktyki programowania, które wykorzystasz w każdej pracy. W swojej karierze spotkasz wielu innych programistów i nie wszyscy z nich będą reprezentowali dobrą szkołę programowania. Chcemy, abyś dołączył do najlepszych w swojej branży, dlatego przekażemy Ci nie tylko wiedzę i praktykę, ale również schematy myślowe, które pomogą Ci w przyszłej pracy. Nie chodzi tylko o to, abyś potrafił projektować oprogramowanie o PLC. Chodzi o to, abyś robił to doskonale. My możemy Ci w tym pomóc.
Dostępne pakiety
W ramach bootcampu oferujemy kompleksowe szkolenie, które wyposaża przyszłych programistów PLC w niezbędne umiejętności do osiągnięcia sukcesu. Kluczowym aspektem tej profesji jest nie tylko umiejętność programowania samych sterowników PLC, ale także dogłębne zrozumienie urządzeń, które są do nich podłączone.
Programista PLC powinien znać i rozumieć działanie maszyn i urządzeń współpracujących ze sterownikami, aby skutecznie tworzyć programy, które zapewnią ich optymalną pracę. Wiedza ta umożliwia efektywną diagnostykę, szybkie rozwiązywanie problemów oraz wprowadzanie ulepszeń w procesach automatyzacji.
Aby osiągnąć mistrzostwo w tej dziedzinie, programista musi zmierzyć się z szeregiem typowych zadań, które pozwolą na zdobycie wprawy i doświadczenia. Nasz program szkoleniowy oferuje bogaty zestaw praktycznych ćwiczeń i rzeczywistych scenariuszy, dzięki którym uczestnicy mogą sprawdzić i doskonalić swoje umiejętności w realistycznych warunkach.
Dołącz do nas i przekonaj się, jak wiedza teoretyczna połączona z praktyką może otworzyć przed Tobą drzwi do fascynującej kariery w automatyce przemysłowej. Zyskaj pewność siebie i kompetencje, które uczynią Cię nieocenionym specjalistą na rynku pracy.

Szkolenie ze sprzętem – 8 dni pracy oraz teoria + praktyka na VOD z następujących filarów automatyki:
– Programowanie Podstawowe (2700 zł)
– Programowanie Zaawansowane (2700 zł)
– Wizualizacja (2700 zł)
– Komunikacja PROFINET (2700 zł)
– Safety (2500 zł)
– Technika napędowa (2500 zł)
– Diagnostyka (2500 zł)`
ZAKWATEROWANIE: Nie
RAZEM WARTOŚĆ: 18300 zł
– Podstawy Automatyki – Kurs Programisty PLC (999 zł)
– 2x Książka (88 zł)
– Przygotowanie do rozmowy kwalifikacyjnej (999 zł)
– 30 min / kwartał / x 12 miesiący – spotkania online z ekspertem (999 zł)
– Uwagi i wskazówki do prac domowych przez 3 miesiące (999 zł)
RAZEM WARTOŚĆ: 21884 zł
Pełny przegląd BOOTCAMPu
Jak wygląda harmonogram BOOTCAMPu? (online, VOD)
- Kursant gdy dołączy do Bootcampu, powinien realizować część teoretyczną zgodnie z proponowanym harmonogram.
- Udział będzie wymagał około 5 godzin pracy (średnio) w ciągu miesiąca.
- Każdy etap (filar) w ramach Bootcampu będzie trwał 2 miesiące
- Kursant musi być gotów poświęcić odpowiednią ilość czasu na naukę i być zdeterminowany do rozwoju.
PRZYGOTOWANIE teoretyczne – Harmonogram etapów pracy online (VOD):
(rozwiń opisy poszczególnych grup tematycznych)
-
Przegląd SIMATIC S7
- Lekcja 1 – Przegląd
- Lekcja 2 – Przegląd dostępnych modułów centralnych
- Lekcja 3– Przegląd dostępnych modułów sygnałowych
- Lekcja 4 – Sterownik modułowy dla średniego i wyższego zakresu wydajności
- Lekcja 5 – Moduły
- Lekcja 6 – Instalacja i pozycje montażowe
- Lekcja 7 – Technika przyłączeniowa/Złącze przednie
- Lekcja 8 – : Wyświetlacz procesora → Przegląd
- Lekcja 9 – Wyświetlacz procesora → Menu i kolory
- Lekcja 10 – Funkcje technologiczne
- Lekcja 11 – Karta pamięci
- Lekcja 12 – Rozproszone systemy IO
- Lekcja 13 – System ET200sp
- Lekcja 14 – System ET200MP
-
TIA Portal
- Lekcja 1 – Centralny Framework Inżynieryjny
- Lekcja 2 – Zakres produktów
- Lekcja 3 – Asortyment
- Lekcja 4 – Licencje
- Lekcja 5 – WinCC – produkty
- Lekcja 6 – WinCC – licencje
- Lekcja 7 – Startdrive – licencje i produkty
- Lekcja 8 – Instalacja “obok siebie”
- Lekcja 9 – Systemy operacyjne dla komputerów PC/PG
- Lekcja 10 – Maszyny wirtualne
- Lekcja 11 – Strategia aktualizacji licencji
- Lekcja 12 – Widok portalu i widok projektu
- Lekcja 13 – Widok portalu
- Lekcja 14 – Widok projektu
- Lekcja 15 – Język interfejsu użytkownika
- Lekcja 16 – : Język, Miejsce przechowywania, Układ
- Lekcja 17 – Układ okien w widoku projektu
- Lekcja 18 – Zapisz / Zarządzaj / Użyj
- Lekcja 19 – Sekcje okien w obszarze roboczym
- Lekcja 20 – Utrzymywanie okna edytora na pierwszym planie
- Lekcja 21 – Drzewo projektu
- Lekcja 22 – Karty zadań
- Lekcja 23 – Okno inspektora
- Lekcja 24 – Cofnij i ponów
- Lekcja 25 – Zapisywanie projektu
- Lekcja 26 – Archiwizacja / rozpakowanie projektu
- Lekcja 27 – Biblioteki
- Lekcja 28 – Migracja projektu
- Lekcja 29 – Aktualizacja projektu i tryb zgodności
- Lekcja 30 – Funkcje pomocy
- Lekcja 31 – Skróty klawiaturowe
- Lekcja 32 – Praca zespołowa
- Lekcja 33 – Maszyna = 3 oddzielne projekty
- Lekcja 34 – Narzędzie aktualizacji
-
Funkcje online i konfiguracja sprzętu
- Lekcja 1 – Narzędzia online, konfigurowanie i parametryzacja sprzętu
- Lekcja 2 – Adres IP i maska podsieci
- Lekcja 3 –Przydzielanie adresu IP dla PG/PC
- Lekcja 4 – Urządzenia dostępne w widoku portalu
- Lekcja 5 – Odczyt diagnostyki – buffor
- Lekcja 6 – Zmiana trybu pracy, Reset pamięci
- Lekcja 7 – Adres IP, nazwa, godzina, aktualizacja firmware, format karty pamięci
- Lekcja 8 – Resetowanie pamięci procesora (MRES) za pomocą przełącznika
- Lekcja 9 – Koncepcja pamięci dla resetowania pamięci procesora
- Lekcja 10 – Koncepcja pamięci dla resetu procesora do ustawień fabrycznych
- Lekcja 11 – Czytnik kart SIMATIC
- Lekcja 12 – Składniki edytora „Urządzenia i sieci”
- Lekcja 13 – Widok urządzenia (konfiguracja sprzętowa)
- Lekcja 14 – Katalog sprzętu
- Lekcja 15 – “Zadana” i rzeczywista konfiguracja
- Lekcja 16 – Tworzenie stacji sprzętowej
- Lekcja 17 – Wstawianie/usuwanie modułu
- Lekcja 18 – Zmiana modułu
- Lekcja 19 – Obszar modułów, które nie są podłączone
- Lekcja 20 – Wstawienie “nieokreślony” procesor
- Lekcja 21 – Detekcja (1/2)
- Lekcja 22 – Detekcja (2/2)
- Lekcja 23 – Upload (1/3)
- Lekcja 24 – Upload (2/3)
- Lekcja 25 – Upload (3/3)
- Lekcja 26 – Kompilowanie konfiguracji sprzętowej i ładowanie jej do procesora
- Lekcja 27 –Właściwości procesora: Adres Ethernet
- Lekcja 28 – Właściwości procesora: pamięć systemowa i zegarowa
- Lekcja 29 – Właściwości procesora: Maksymalny czas cyklu
- Lekcja 30 – Właściwości procesora: Ochrona
- Lekcja 31 – Dostęp do chronionego procesora poprzez podanie hasła
- Lekcja 32 – Diody LED stanu procesora S7-1500
- Lekcja 33 – Diody LED stanu centralnych modułów DI/DO
- Lekcja 34 – Aktualizacja firmware – offline – karta pamięci
- Lekcja 35 – Aktualizacja firmware – offline – z TIA
- Lekcja 36 –Aktualizacja firmware – online – z TIA
- Lekcja 37 – Aktualizacja firmware – fakty
-
PLC tags
- Lekcja 1 – Tagi globalne i lokalne
- Lekcja 2 – Znaczenie zmiennych i typów danych
- Lekcja 3 – Tagi PLC i stałe
- Lekcja 4 – Tagi PLC w widoku urządzenia
- Lekcja 5 – Widok szczegółowy tagów PLC
- Lekcja 6 – Znajdowanie/zastępowanie/sortowanie
- Lekcja 7 – Wskazanie błędu w tabeli tagów PLC
- Lekcja 8 – Kopiuj i wklejaj tagi do programu Excel
- Lekcja 9 – Używanie tagu PLC jako argumentu instrukcji
- Lekcja 10 – Adresowanie absolutne i symboliczne
- Lekcja 11 – Zmiana nazwy i ponowna zamiana adresu
- Lekcja 12 – Definiowanie (deklarowanie) tagów podczas pisania kodu
- Lekcja 13 – Monitorowanie tagów PLC
- Lekcja 14 – Pamięć nieulotna
- Lekcja 15 – Dostęp HMI do tagów PLC
-
Bloki programu i edytor programów
- Lekcja 1 – Rodzaje bloków programu
- Lekcja 2 –Programowanie strukturalne
- Lekcja 3 – Pamięć procesu (PII – PIQ)
- Lekcja 4 – Cykliczne wykonywanie programu
- Lekcja 5 – Dodawanie nowego bloku
- Lekcja 6 – Właściwości bloku: język programowania, znaczniki czasu
- Lekcja 7 – Właściwości bloku: Kontrola IEC
- Lekcja 8 – Właściwości bloku: ochrona know-how
- Lekcja 9 – Inne atrybuty bloku
- Lekcja 10 – Ustawienia Edytora Bloków
- Lekcja 11 – Zamykanie / zapisywanie / odrzucanie
- Lekcja 12 – Grupy bloków
- Lekcja 13 – Kompilowanie bloku
- Lekcja 14 – Ładowanie bloków do procesora
- Lekcja 15 – Pobieranie bloków do procesora: S7-1500 – Koncepcja pamięci
- Lekcja 16 – Usuwanie bloków
- Lekcja 17 – „Prześlij” bloki „z urządzenia” (Prześlij do projektu)
- Lekcja 18 – Porównywanie kodu w blokach (online-offline)
-
Operacje cyfrowe
- Lekcja 1 – Pozyskiwanie, przetwarzanie i wysyłanie danych
- Lekcja 2 – Liczba całkowita (INT, 16-bitowa) Typ danych
- Lekcja 3 – Podwójna liczba całkowita (DINT, 32-bitowa) Typ danych
- Lekcja 4 – REAL (liczba zmiennoprzecinkowa, 32 bity) Typ danych
- Lekcja 5 – Typy danych i formaty wyświetlania
- Lekcja 6 – Bloki danych instancji timera/licznika
-
Bloki danych
- Lekcja 1 – Bloki danych i ich zastosowanie
- Lekcja 2 – Znaczenie zmiennych i typów danych
- Lekcja 3 – Typy danych – Przegląd
- Lekcja 4 – Podstawowe typy danych
- Lekcja 5 – Typy danych dla timerów, daty i godziny
- Lekcja 6 – Złożone typy danych
- Lekcja 7 – Tworzenie globalnego bloku danych
- Lekcja 8 – Atrybuty bloku DB
- Lekcja 9 – Edycja, zapisywanie i monitorowanie bloku danych
- Lekcja 10 – Wartości domyślne, początkowe i monitorowane
- Lekcja 11 – Pobierania/wysłanie do CPU
- Lekcja 12 – Przesłanie zmienionego bloku DB
- Lekcja 13 – Dostęp do HMI
-
Urządzenia szkoleniowe i adresowanie
- Pozycjonowanie modułowych sterowników S7
- Modułowy sterownik dla średniego i wyższego zakresu wydajności
- Moduły
- Wyświetlacz CPU → Menu i kolory
- Funkcje technologiczne
- Karta pamięci
- Rozproszone systemy wejść/wyjść
- Konfiguracja urządzenia szkoleniowego S7-1500
- Konfiguracja urządzenia szkoleniowego ET200SP
-
Uruchamianie sprzętu
- Widok portalu i widok projektu
- Widok portalu
- Widok projektu
- Składniki edytora “Urządzenia i sieci”
- Urządzenia i sieci: Widok urządzenia (Konfiguracja sprzętu)
- Katalog sprzętu
- Konfiguracja zadania i rzeczywista konfiguracja
- Konfiguracja zadania: Tworzenie stacji sprzętowej
- Wstawianie / Usuwanie modułu
- Symbole kanałów modułu
- Zmiana modułu
- Wgrywanie rzeczywistej konfiguracji do projektu (1): Wstawianie nieokreślonej CPU
- Wgrywanie rzeczywistej konfiguracji do projektu (2): Wykrywanie dostępnych urządzeń
- Wgrywanie rzeczywistej konfiguracji do projektu (3): Odczytanie rzeczywistej Konfiguracji
- Wgrywanie urządzenia jako nowej stacji (1) (Sprzęt z parametryzacją i oprogramowaniem)
- Wgrywanie urządzenia jako nowej stacji (2) (Sprzęt z parametryzacją i oprogramowaniem)
- Kompilowanie konfiguracji sprzętowej i wgrywanie jej do CPU
- Narzędzia online
- Połączenie online za pośrednictwem Ethernetu przemysłowego: Adres IP i maska podsieci
- Ustanowienie połączenia online: Przypisanie adresu IP dla PG
- Dostęp online: Dostępne urządzenia w widoku portalu
- Dostępne urządzenia w widoku projektu: Dostęp online do CPU: Odczytanie diagnostyki Bufor
- Dostępne urządzenia w widoku projektu: Dostęp online do CPU: CPU-RUN/STOP, Reset pamięci(MRES)
- Dostęp online do CPU: Adres IP, Nazwa, Czas, Aktualizacja FW, Formatowanie karty pamięci
- Reset pamięci CPU (MRES) za pomocą przełącznika trybu
- Koncepcja pamięci dla resetu pamięci CPU
- Koncepcja pamięci dla resetu CPU do ustawień fabrycznych
- Czytnik kart SIMATIC
- Systemy Fieldbus dla SIMATIC S7
- Składniki standardu PROFINET
- Typy urządzeń PROFINET IO
- Adresy PROFINET
- Wstawianie i łączenie rozproszonego wejścia/wyjścia
- Przypisanie adresu IP i nazwy urządzenia OFFLINE
- Przypisanie nazwy urządzenia ONLINE
- Dodawanie urządzenia HMI
- Konfigurowanie adresu IP panelu dotykowego
- Łączenie panelu dotykowego
- Konfigurowanie połączenia HMI
- Ustawianie adresu IP na panelu dotykowym
- Pobieranie projektu HMI do panelu dotykowego
-
Metody projektowania programu
- Rodzaje bloków programu
- Programowanie strukturalne
- Właściwości bloku: język programowania, znaczniki czasu
- Cykliczne wykonanie programu
- Bloki organizacyjne S7-1500
- Przerwanie cyklicznego programu
- Informacje o rozpoczęciu OB
- Programowanie bloku
- Zamykanie / zapisywanie / odrzucanie bloku
- Ocena krawędzi operandu
- Ocena krawędzi RLO
- Przegląd: Typy danych w STEP 7
- Podstawowe typy danych
- Typ danych całkowity (INT, 16-bitowy całkowity)
- Podwójny całkowity (DINT, 32-bitowy całkowity)
- REAL (Liczba zmiennoprzecinkowa, 32 bity)
- Liczniki IEC: CTU, CTD, CTUD
- Funkcja licznika: Wejścia
- Funkcja licznika: Wyjścia
- Funkcja timera IEC: TON
- Funkcja timera TON (Opóźnienie włączenia) Diagram impulsów
- Blok danych instancji timera / licznika IEC
- STEP 7 – Funkcje testowe, przegląd
- Procedura tworzenia programu
- Elementy struktury struktogramów (1)
- Elementy struktury struktogramów (2)
- Struktura programu CPU i interfejs do panelu dotykowego
- Zmienne DB zamiast bitów pamięci
-
Funkcje skoku i akumulatora
- Przegląd funkcji akumulatora
- Instrukcje arytmetyczne
- Zamiana kolejności bajtów w ACCU1
- Instrukcje przesunięcia (ACCU 1)
- Operacje logiczne na słowach
- Rozdzielanie Code_Color przez maskowanie
- Funkcje skoku
- Lista skoków
- Rozdzielacz skoków
- Pętla programu w STL
- Pętla programu w FBD (LAD)
-
Przetwarzanie wartości analogowych i arytmetyka
- Zasada przetwarzania wartości analogowych
- Moduły wejścia i wyjścia analogowego
- Moduły wejścia analogowego
- Moduły wyjścia analogowego
- Reprezentacja wartości analogowej i rozdzielczość wartości mierzonej
- Reprezentacja wartości analogowej różnych zakresów pomiarowych
- Reprezentacja wartości analogowej dla wyjść analogowych
- Przetwarzanie wartości analogowej: Bezpośredni dostęp do wejścia/wyjścia z “:P”
- Skalowanie wartości wejściowych analogowych za pomocą SCALE
- Odwracanie skalowania wartości wyjściowych analogowych za pomocą UNSCALE
- Skalowanie za pomocą NORM_X i SCALE_X
- Funkcje matematyczne: MIN, MAX, LIMIT
- Weryfikacja za pomocą IN_RANGE, OUT_RANGE, OK
- Przechowywanie danych w akumulatorze 1
- Ładowanie i przesyłanie danych
- Podstawowe funkcje matematyczne: Dodawanie
- Znaczenie bitów EN, ENO i BR
- Podstawowe funkcje matematyczne: Operacje porównywania
- Operacje konwersji: Konwersja typu danych
- Konwersja typu danych domyślna
- LAD/FBD: Pudełko OBLICZ
- Przykładowe obliczenia: Wykorzystanie zatoki 1
-
Funkcje, bloki funkcji i wielokrotne instancje
- Bloki do programowania strukturalnego
- Deklaracja parametrów w funkcjach i blokach funkcji
- Właściwości funkcji
- Właściwości bloków funkcji
- Lokalne i globalne operandy
- Zarządzanie lokalnym stosem danych
- Użycie lokalnych, tymczasowych zmiennych
- Instancja i dane wielokrotne
- Przechowywanie instancjilicznika/czasomierza IEC w globalnej bazie danych
- Programowanie “FB_Fault” (FB17) zgodnie z normą IEC i wielokrotnego użytku6-14
- Tworzenie instancji bloków funkcji
- Struktura modelu wielokrotnej instancji
-
Złożone dane i możliwości adresowania
- Znaczenie zmiennych i typów danych
- Przegląd: Typy danych w STEP 7
- Podstawowe typy danych
- Typy danych dla timera, daty i czasu
- Złożone typy danych
- Znaczenie złożonych typów danych
- Znacznik czasowy: DATE_AND_TIME (DT)
- Dostęp do DT za pomocą AT-View
- Znacznik czasowy: DTL
- Ciąg znaków: STRING
- Dostęp do STRING za pomocą AT-View
- Dostęp do fragmentu (we wszystkich językach)
- Przykład dostępu do fragmentu: Skanowanie „Znaku”
- TABLICA
- Indeksowane dostępy do tablicy
- Przykład indeksowanych dostępów do tablicy: Zapisywanie wag części w WeightStore
- Struktura: STRUCT
- Typy danych PLC: UDT (Typ danych zdefiniowany przez użytkownika)
- Użycie UDT
- “Przesuwanie” (Kopiowanie) zmiennych złożonego typu danych
- Symulacja sterownika PLC (S7-PLCSIM S7-1200/1500)
- Ustawienia do symulacji urządzenia HMI
- Symulacja urządzenia HMI
-
Bloki z "Optymalnym Dostępem do Bloków"
- Języki programowania: Przegląd
- Architektura systemu S7-1500
- Atrybut bloku: Optymalny dostęp do bloku
- Porównanie: Standardowy / Optymalny dostęp do bloków
- Dostęp do bloków “Standardowy” i “Optymalny”
- Bloki optymalne (wszystkie): Automatyczna inicjalizacja zmiennych tymczasowych
- Zasada: “Pobieranie bez ponownej inicjalizacji” zmienionych strukturalnie bloków danych
- Rezerwa pamięci bloków danych
- Inicjalizacja bloku danych po zmianach strukturalnych
- Bloki danych “Pobieranie bez ponownej inicjalizacji”
- Resetowanie rezerwy pamięci bloku danych
- Pobieranie bez ponownej inicjalizacji dla zmienionych strukturalnie bloków funkcji
- Inicjalizacja wartości zadanych w programie online
- Kontrola bloku danych
-
BONUS - Język SCL
- Tworzenie programu
- Dodanie bloku
- Edycja bloku
- Operatory
- Instrukcje
- Wywołanie bloku
- Monitoring kodu
-
Uruchomienie → wymagania systemowe
- System inżynieryjny → edycje
- System inżynieryjny → opcja
- System inżynieryjny → wymagania systemowe Uruchomienie → wersje
- Uruchomienie → opcje
- Licencjonowanie edycji inżynieryjnych, wersji uruchomieniowych i opcji Licencjonowanie komponentów oprogramowania
- Bez licencjonowania
- Urządzenia HMI
- Wymagania dotyczące korzystania z projektów WinCC
- Stan dostawy wersji systemu operacyjnego (obrazy)
- Koncepcja migracji paneli i systemów jednego użytkownika Zakres migracji projektów WinCC flexible Migracja danych uruchomieniowych paneli operatorskich WinCC flexible
-
Interfejs użytkownika konfiguracji systemu inżynieryjnego
- Składniki interfejsu użytkownika konfiguracji
- Widoki portalu
- Widok projektu
- Widok projektu → Drzewo projektu i karty zadań
- Widok projektu → Okno inspektora
- Edytory WinCC
- Otwieranie edytora
- Praca z edytorami
- Edytor wyświetlania
- Narzędzie przesuwania lub karta zadań “Układ”
- Edytor tabeli
- Projektowanie edytora tabeli
- Wielokrotne zaznaczanie i właściwości w oknie inspektora
- Pomoc w wprowadzaniu dla edytora tabeli: tworzenie nowych wierszy
- Pomoc w wprowadzaniu dla edytora tabeli: dostosowywanie właściwości komórek
- Karta zadań “Toolbox” – Podstawowe obiekty, Elementy i Kontrolki
- Indywidualne projektowanie interfejsu użytkownika
- Zamykanie wszystkich okien
- Karta zadań “Toolbox” – Grafika
- Karta zadań “Biblioteki”
- Najważniejsze ustawienia inżynieryjne
- Archiwizacja/Odzyskiwanie projektów
- Praca z projektem(y) referencyjnym(i)
- Instalacja równoległa “Side-by-Side”
- Resetowanie interfejsu użytkownika do ustawień fabrycznych
-
Projekt
- Dane projektu
- Baza danych projektu i przechowywanie danych
- Zalety zintegrowanych urządzeń w projekcie
- Tworzenie projektu
- Podstawowe ustawienia językowe
- Dodawanie urządzenia HMI
- Wstawianie urządzenia HMI za pomocą kreatora urządzeń
- Rozszerzenie istniejącego projektu o kolejną konsolę operatora
- Konfigurowanie połączenia z kontrolerem
- Konfiguracja sprzętowa panelu
- Utwórz połączenie
- Ustaw interfejs
- Najważniejsze obiekty konfiguracji
- Wyświetlanie alarmów systemowych
- Połączenie z zintegrowanym PLC
- Konfiguracja sprzętowa urządzenia HMI opartego na PC (WinCC Runtime)
- Połączenie z niezintegrowanym PLC
- Dodawanie wyświetlaczy systemowych
- Ogólne ustawienia urządzenia
- Wskazówki i tricki
- Dostęp do tagów PLC projektu STEP7 V55 “auto zapis” projektu
- Edycje inżynieryjne Projektów: Tryb zgodności i aktualizacja Edycje inżynieryjne Biblioteki: Tryb zgodności i aktualizacja
- Kreator urządzeń “Połączenia PLC”
- Kreator urządzeń “Układ ekranu”
- Kreator urządzeń “Alarmy”
- Kreator urządzeń “Nawigacja ekranowa”
- Kreator urządzeń “Ekrany systemowe”
- Kreator urządzeń “Przyciski”
- Wynik
-
Pobieranie projektu na urządzenie HMI
- Pobieranie projektu na urządzenie HMI
- Wymagania dotyczące pobierania
- Ustawienia pobierania (interfejs pobierania) Ustawienia czasowe dla menu Start Center
- Tryb transferu na urządzeniu HMI
- Kompilacja projektu
- Pobieranie projektu
- Ustawienia pobierania w oknie dialogowym “Rozszerzone pobieranie”
- Rozpoczęcie pobierania
- Pobieranie za pomocą “Pack & Go”
- Pobieranie za pomocą karty systemowej bez PG/PC (tylko panele Comfort)
- Dodatkowe funkcje uruchamiania → Kalibracja ekranu dotykowego.
- Przypisanie adresu IP z TIA Portal.
- Aktualizacja wersji systemu operacyjnego (obrazy) FAQ dotyczące opcji transferu dla urządzeń HMI
-
Podstawowe kroki przy tworzeniu konfiguracji
- Zarządzanie ekranem → Globalny ekran
- Zarządzanie ekranem → Szablony i obszar ekranu przeglądowego
- Użycie ekranu szablonowego
- Generowanie ekranów i definiowanie ekranu startowego
- Konfigurowanie wyboru ekranu
- Konfiguracja ekranu
- Wstawianie obiektów
- Widok graficzny
- Wstawianie własnej grafiki w widoku graficznym
- Wyświetlanie daty i godziny
- Przyciski funkcyjne
- Wyświetlanie tekstu
- Pola wejściowe i wyjściowe dla wyświetlaczy alfanumerycznych
- Interfejsowanie procesu za pomocą tagów
- Dostęp do tagów absolutny lub symboliczny
- Przełączniki
- Pola wejściowe i wyjściowe dla list graficznych lub tekstowych
- Konfigurowanie i używanie list tekstowych jako etykiet przycisków
- Konfigurowanie i używanie list graficznych jako dynamiczne wyświetlacze graficzne
- Przyciski naciśnięcia
- Dynamizowanie obiektów → dynamiczny wygląd koloru obiektu wyświetlacza
- Dynamizowanie obiektów → dynamiczne włączanie elementu sterującego
- Dynamizowanie obiektów dynamiczna widoczność elementu sterującego
- Porady i sztuczki
- Konfigurowanie ekranu typu Pop-up i Pokaż/Ukryj
- Konfigurowanie ekranu typu Slide-in i Pokaż/Ukryj
- Dodatkowe funkcje przycisku Enter
- Widoki folderu “Właściwości”
- Generowanie tagów HMI za pomocą przeciągnij i upuść
- Przypisywanie tagów HMI za pomocą przeciągnij i upuść
- Ograniczanie zakresu wartości wejściowych dla tagów HMI
- Centralne projektowanie obiektów (Style projektowania)
- Kompilacja konfiguracji
- Wymuszenie kompletnego skompilowania konfiguracji
- Organizowanie / strukturyzowanie danych projektu
-
Zaawansowane funkcje konfiguracyjne
- Zapisywanie statusu urządzenia HMI do CPU (wskaźnik obszaru “Koordynacja” – bit życia) Bit życia
- Synchronizacja czasu na CPU z czasem urządzenia HMI
- Cykliczne przyjmowanie czasu CPU na urządzeniu HMI (połączenie HMI) Ćwiczenia z bitem życia i synchronizacją
- Testowanie konfiguracji z symulacją urządzenia HMI z biblioteki symboli WinCC
- Faceplaty
- Przegląd
- Utwórz faceplate
- Podstawowe właściwości faceplate
- Edytor faceplate: komponenty
- Edytor faceplate: obszar roboczy
- Edytor faceplate: Obszar konfiguracji
- Aktualizowanie instancji→ Wydanie typu faceplate
- Użycie faceplate
- Edycja faceplate
- Funkcje wewnątrz faceplate
- Tagi wewnątrz faceplate
- Wyrównywanie i układanie obiektów w edytorze ekranu
- Przycisk “Ctrl” w edytorze ekranu
- Przycisk “Shift” w edytorze ekranu
- Odwołania krzyżowe
- Znajdź i zamień w obszarze roboczym
- Cykliczne przyjmowanie czasu CPU na urządzeniu HMI (wskaźnik obszaru “Data/czas PLC”) Ćwiczenie alternatywne: Przyjmij czas CPU na urządzeniu HMI (wskaźnik obszaru)
-
System alarmowy
- Przegląd
- Metoda alarmowa
- Funkcjonalność alarmu
- Składniki i właściwości alarmów
- Konfiguracja alarmów dyskretnych i analogowych
- Kroki w konfigurowaniu alarmu
- Klasy alarmów
- Ustawienia alarmu
- Alarmy dyskretne
- Tagi wyzwalające i ich przypisanie bitów dla dyskretnych tekstów alarmowych
- Właściwości alarmów dyskretnych
- Alarmy analogowe
- Tagi monitorowane i konfigurowanie wartości granicznych dla analogowych tekstów alarmowych
- Właściwości alarmów analogowych
- Wyświetlanie alarmów
- Zawartość widoku alarmu i okna alarmowego
- Właściwości okna alarmowego
- Właściwości widoku alarmu
- Dodatkowe właściwości wyświetlaczy (widok alarmu, okno alarmowe) Filtracja zawartości widoku alarmu / okna alarmowego
- Porady i wskazówki
- Wieloliniowy widok alarmu / okno alarmowe
- Formatowanie tabeli widoku alarmu / okna
- Dziennik alarmów
- Procedura konfigurowania dziennika alarmów
- Wyświetlanie dziennika alarmów
- Aktualizacja wyświetlania dziennika
-
Administracja użytkownikami
- Przegląd
- Struktura administracji użytkownikami
- Kroki konfiguracji
- Jak działa ochrona dostępu
- Konfigurowanie uprawnień
- Przypisanie uprawnień do odpowiednich obiektów
- Konfigurowanie grup użytkowników
- Konfigurowanie użytkowników
- Ustawienia hasła i bezpieczeństwa
- Hasło “starzeje się” – zasada generacji i hasło początkowe
- Ograniczenie ważności użytkownika przy wprowadzaniu nieprawidłowego hasła
- Ustawienia logowania użytkownika
- Hierarchia grup użytkowników
- Administrowanie użytkownikami na urządzeniu HMI w czasie rzeczywistym
- Konfiguracja widoku użytkownika
- Administrowanie użytkownikami w czasie rzeczywistym
- Konfigurowanie okna logowania
- Wyświetlanie zalogowanych użytkowników na urządzeniu HMI
- Raportowanie zmiany użytkownika (logowanie i wylogowanie) Eksportowanie/importowanie listy użytkowników
-
Logowanie tagów
“`html
- Logowanie tagów
- Przegląd
- Rodzaje logów danych
- Procedura konfigurowania logów danych
- Wyświetlanie logów danych
- Widok trendu → przypisanie logu danych
- Widok trendu → najważniejsze właściwości
- Widok trendu → formatowanie tabeli
“`
-
Zarządzanie przepisami
- Przegląd
- Co to są przepisy?
- Struktura i składniki przepisu
- Wprowadzanie/modyfikowanie danych przepisu
- Zapisywanie danych przepisu
- Tworzenie kopii zapasowych danych przepisu
- Konfigurowalne funkcje przepisu do transferu danych
- Wybór przepisu na urządzeniu HMI i wymiana danych z kontrolerem
- Funkcje do przesyłania rekordów danych przepisu
- Czynniki wpływające na przesyłanie rekordów danych przepisu
- Procedura konfigurowania przepisu
- Ustawianie właściwości przepisu
- Edytor “Przepisy”
- Właściwość przepisu – przechowywanie danych
- Właściwość przepisu – synchronizacja → tagi
- Właściwość przepisu – synchronizacja → transfer
- Struktura wskaźnika obszaru “Rekord danych”
- Konfiguracja wskaźnika obszaru “Rekord danych”
- Widok przepisu
- Konfigurowanie widoku przepisu
- Najważniejsze właściwości widoku przepisu
- Dostosowanie tabeli widoku przepisu
- Przykłady potencjalnych zastosowań widoku przepisu
- Wprowadzanie i modyfikowanie danych przepisu
- Prosty widok przepisu
- Ekran przepisu
-
Wprowadzenie do SIMATIC NET Industrial Ethernet
“`html
- Piramida Automatyzacji
- Rozwiązanie Komunikacyjne SIMATIC NET
- Konfiguracja AS-I
- Konfiguracja PROFIBUS
- Konfiguracja Industrial Ethernet
- Model Referencyjny ISO dla Otwartych Systemów Komunikacyjnych
- Międzynarodowe Standardy Protokołów
- Protokoły IE
- Zasada Działania Według Modelu ISO/OSI
- Terminologia
- Rodzaje Połączeń
- Usługi
- Punkty Dostępu do Usług
- Interfejsy
- Informacja Użytkownika w Drodze do Celu
- Struktura Danych
- Struktura Bloku Danych
- Struktura Nagłówka
- RAMKA MAC
- Podstawowe Kanały w Sieci LAN
- Transmisja Multicast
- Porównanie Specyfikacji IEEE 8023 i Ethernet
- IEEE 802
- Struktura Jednostki Danych LLC
- Nieaktywna Warstwa Sieci
- Dane MAC/FCS
- Procedura Transmisji Ethernet
- Kod Manchester
- CSMA/CD
- Industrial Ethernet – Warunki Wpływające na Wydajność Dzisiaj
- Nowe Rozwiązania z Przełączaniem i Fast Ethernet
- Przełączanie Industrial Ethernet
- Hub vs Przełącznik
- Sieci Wysokiej Prędkości “Od 10 do 100 do 1000 Mbps”
“`
-
Składniki sieciowe
“`html
- Podziały Warstwy Fizycznej w IEEE 8023
- Struktura Sieci Ethernet
- Łączenie różnych systemów kablowych
- Projektowanie kabla trójosiowego
- Projektowanie przemysłowego kabla skrętkowego
- Projektowanie kabla światłowodowego (szklanego)
- Transceiver
- Transceiver z 2 interfejsami
- Przemysłowy wtykowy transceiver skrętkowy TPTR
- MINI OTDE (BFOC) Optyczny Transceiver
- Kabel transceivera
- Jednostki rozgałęźne
- Jednostka rozgałęźna SSV 102
- Jednostka rozgałęźna SSV 104
- Wytyczne dotyczące instalacji
- Łączenie kilku podrzędnych segmentów z jednym głównym segmentem
- Uwagi dotyczące układania kabla trójosiowego
- Układanie i uziemianie kabla magistrali
- Optyczne Ethernet Przemysłowe
- Karty interfejsowe gwiazdowego splitera
- Łączenie dwóch segmentów Ethernet
- Łączenie dwóch terminali danych
- Redundancja w sieciach optycznych
- OLM / ELM
- Moduł przełącznika optycznego OSM
- Menedżer Redundancji Optycznej ORM
- Sieć Linii Optycznych
- Optyczne pierścienie z szybką redundancją
- Redundantne łączenie (redundantnych) optycznych pierścieni
- Systemy Testów i Diagnostyki
- Składniki sieciowe i wytyczne instalacyjne
“`
-
Protokół transportowy
- Klasy protokołów w EN ISO/IEC 8073
- Klasy protokołów transportowych ISO 8073
- Sekwencje protokołów transportowych
- Ustanawianie połączenia: Trójstopniowy handshake
- Ustanawianie połączenia: Adresowanie komponentów transportowych
- Potwierdzanie jednostek danych
- Wyraźna kontrola przepływu
- Potwierdzanie danych ekspresowych
- Zamykanie połączenia
- Struktura jednostki danych transportowych (TPDU)
- Tabela kodów TPDU
- Tabela kodów parametrów
- Przykłady protokołów
-
Protokół TCP/IP
“`html
- Rozwój TCP/IP
- Internet
- Dokumentacja Internetu TCP/IP
- Stos protokołów TCP/IP
- Funkcje IP
- Struktura nagłówka IP
- Adresy internetowe
- Fragmentacja datagramu internetowego
- Protokół ICMP
- Protokół ARP
- Protokół TCP
- Adresowanie TCP
- Nagłówek TCP
- Trójfazowe ustanawianie połączenia transportowego w TCP
- Zasada potwierdzenia TCP
- Kontrola przepływu w TCP
- Zamykanie połączeń w TCP (miękkie zwolnienie)
- Protokół UDP
- Format nagłówka UDP
- RFC 1006
- Problem przepływu danych
- Interfejsy użytkownika
- Dlaczego TCP z RFC 1006 jako interfejs użytkownika?
- RFC 1006 w użyciu
“`
-
Wprowadzenie do komunikacji przemysłowej
- Cele
- Tworzenie połączenia “ISO-on-TCP”
- Usługi komunikacyjne Ethernetu S7-1200 w modelu komunikacji ISO/OSI
- Komunikacja zorientowana na przepływ danych i zorientowana na wiadomości
- Komunikacja ISO-on-TCP
- Zestawione bloki do programowania połączenia
- Parametryzacja połączenia za pomocą właściwości bloku (stacja nadawcza z TSEND_C)
- Parametryzowany blok wysyłania TSEND_C
- Parametryzacja połączenia za pomocą właściwości bloku (stacja odbiorcza z TRCV_C)
- Parametryzowany blok odbierania TRCV_C
- Programowanie komunikacji CPU-CPU i wysyłanie 200 bajtów danych
- Przygotowanie CPU 1211C
- Wywołanie TSEND_C (“PLC_1”: “FC_Send” (FC30))
- Wywołanie “FC_Send”
- Wywołanie TRCV_C (“PLC_2”: “FC_Receive” (FC31))
- Test funkcji
- Komunikacja UDP
- Komunikacja TCP
- Komunikacja S7
- Połączenia
- Zasoby połączeń
- Diagnozowanie otwartej komunikacji użytkownika
- Tabele połączeń i informacje o połączeniach
-
Wprowadzenie do PROFINET
- Cele
- Podstawowe informacje: Wymiana modułu centralnego I/O na rozproszony I/O
- Typy urządzeń PROFINET IO
- Model komunikacji PROFINET
- Adresowanie urządzeń PROFINET
- Wstawianie rozproszonego I/O do projektu (Widok sieci)
- Konfigurowanie połączenia z CPU i ustawianie parametrów adresowych
- Konfigurowanie rozproszonych I/O (Widok urządzenia)
- Zapisywanie nazwy urządzenia w urządzeniu IO (Inicjalizacja urządzenia)
- Podstawowe informacje: Sterowanie modelem przenośnika za pomocą ET00S
- Edytor topologii
- Topologie
- Organizacja użytkowników PROFIBUS
- Koncepcja PROFINET Proxy
- Adres MAC
- Przemysłowy Ethernet: Adres IP i maska podsieci
- Podział adresu IP
- Porównanie PROFINET IO i PROFIBUS DP
-
Przegląd standardów i dyrektyw
“`html
- Struktura prawna UE
- Kto jest producentem?
- Co to są dyrektywy?
- Wybór dyrektyw
- Międzynarodowe standardy bezpieczeństwa
- Zharmonizowane standardy
- Hierarchia standardów bezpieczeństwa
- Przykładowa maszyna “Etykieciarka”
- Wdrażanie dyrektywy maszynowej dla “Etykieciarki”
- Ocena ryzyka zgodnie z normą EN ISO 200
- Krok: Określenie granic maszyny
- Granice przykładowej maszyny “Etykieciarka”
- Krok 2: Identyfikacja zagrożeń
- Możliwe zagrożenia
- Krok: Oszacowanie ryzyka
- Ryzyko
- Poważność
- Możliwość wystąpienia
- Krok: Ocena ryzyka
- Ograniczenie ryzyka zgodnie z normą EN ISO 200 29
- Krok: Bezpieczny projekt
- Krok 2: Techniczne środki ochrony
- Projektowanie architektury funkcji bezpieczeństwa
- Klasyfikacja ryzyka za pomocą Poziomów bezpieczeństwa
- Wymagania zgodnie z normą EN ISO 9
- Znaczenie poziomów bezpieczeństwa
- Co oznacza poziom bezpieczeństwa?
- “Bezpieczna” maszyna, Certyfikaty dla urządzeń bezpieczeństwa
- Zasada systemów bezpieczeństwa
- Sprawdzanie funkcji bezpieczeństwa
- Krok: Informacja dla użytkownika o pozostałych ryzykach
- Podsumowanie
“`html
- Struktura prawna UE
- Kto jest producentem?
- Co to są dyrektywy?
- Wybór dyrektyw
- Międzynarodowe standardy bezpieczeństwa
- Zharmonizowane standardy
- Hierarchia standardów bezpieczeństwa
- Przykładowa maszyna “Etykieciarka”
- Wdrażanie dyrektywy maszynowej dla “Etykieciarki”
- Ocena ryzyka zgodnie z normą EN ISO 200
- Krok: Określenie granic maszyny
- Granice przykładowej maszyny “Etykieciarka”
- Krok 2: Identyfikacja zagrożeń
- Możliwe zagrożenia
- Krok: Oszacowanie ryzyka
- Ryzyko
- Poważność
- Możliwość wystąpienia
- Krok: Ocena ryzyka
- Ograniczenie ryzyka zgodnie z normą EN ISO 200 29
- Krok: Bezpieczny projekt
- Krok 2: Techniczne środki ochrony
- Projektowanie architektury funkcji bezpieczeństwa
- Klasyfikacja ryzyka za pomocą Poziomów bezpieczeństwa
- Wymagania zgodnie z normą EN ISO 9
- Znaczenie poziomów bezpieczeństwa
- Co oznacza poziom bezpieczeństwa?
- “Bezpieczna” maszyna, Certyfikaty dla urządzeń bezpieczeństwa
- Zasada systemów bezpieczeństwa
- Sprawdzanie funkcji bezpieczeństwa
- Krok: Informacja dla użytkownika o pozostałych ryzykach
- Podsumowanie
- Dyrektywa maszynowa Europejska
- Pomoc dotycząca standardów
-
Przegląd produktu
- Historia bezpieczeństwa SIMATIC
- Pozycjonowanie modułowych sterowników S7
- Sprzęt konfigurowalny
- SIMATIC S7-1200
- S7-1214FC / 1215FC
- SIMATIC S7-1500
- Procesory SIMATIC S7-1500F
- Wejścia/Wyjścia bezpieczne
- Informacje dodatkowe
- Kontroler ET 200SP i ET 200pro
- Kontroler programowy
- Kontroler otwarty ET 200SP „All in one”
- Przegląd funkcji bezpieczeństwa SINAMICS S/G
- SIMATIC ET 200SP
- Przegląd modułów wejścia/wyjścia ET 200SP i ET 200S
- ET 200SP / F-DI i F-DO
- ET 200SP / F-PM, F-RO i F-CM AS-i
- Dostępne licencje
- Przegląd produktu TIA-SAFETY
-
Zasada działania zintegrowanej bezpieczeństwa
“`html
- Zasada działania zintegrowanej bezpieczeństwa
- Technologia bezpieczeństwa konwencjonalnego
- Zintegrowana technologia bezpieczeństwa
- Koncepcja zintegrowanego bezpieczeństwa
- Wymagane rozszerzenia
- Co idzie z jakim oprogramowaniem?
- Rozszerzenia sprzętowe i firmware
- PROFIsafe
- Kanał czarny
- Warstwa PROFIsafe
- Numeracja kolejna (Licznik)
- Czas monitorowania (Watchdog Timer)
- Relacja Adresu F-Źródła/Adresu F-Cel
- Tworzenie CRC (Cyclic Redundancy Check)
- Sprawdzanie CRC
- Program bezpieczeństwa
- Różnorodność
- Przykład różnorodności
- Rodzaje błędów
- Środki zaradcze
“`
-
Urządzenie szkoleniowe i konfiguracja sprzętu
- Ustawienie symulatora z S7-1500F i ET 200SP
- Widok systemu obszaru szkoleniowego
- Konfiguracja urządzenia kontrolera bezpieczeństwa symulatora
- Konfigurowanie S7-1500F
- F-CPU w TIA Portal
- Zdolność bezpieczeństwa i czas monitorowania PROFIsafe
- Typy adresów PROFIsafe
- Przykład konfiguracji systemu 1
- Przykład konfiguracji systemu 2
- Czas monitorowania PROFIsafe (rozdzielony)
- Ochrona hasła CPU
- Konfigurowanie ET 200SP
- Wybór odpowiedniej bazy
- Baza dla F-PM i F-RQ
- ET 200SP z modułami bezpiecznymi i niebezpiecznymi
- Montaż i adresowanie modułu wejścia/wyjścia ET 200SP/MP F
- Parametry F-I/O
- Grupa potencjałów
- Parametr F
- Przypisanie adresu bezpiecznego ET 200SP
- Identyfikacja modułów F
- Przypisanie adresu docelowego F
- Status adresu docelowego F
- Kontrola konfiguracji (obsługa opcji) dla F-I/O
-
Podłączenie czujnika / aktuatora
- Przegląd: Podłączenie czujnika do modułów F-DI
- Struktura kanałów modułu F-DI
- Parametry F-DI
- Zasilanie czujnika (1)
- Test zwarcia
- Zasilanie czujnika (2)
- Parametry kanału do oceny pojedynczego kanału (1)
- Parametry kanału do oceny pojedynczego kanału (2)
- Monitorowanie drgań
- Parametry kanału do oceny dwukanałowej
- Zachowanie niezgodności
- Adresy I/O
- Przykład: Odczyt sygnału procesu za pomocą 1 kanału 1oo1 do SIL3/Cat.3/PLd
- Przykład: Odczyt sygnału procesu za pomocą 2 kanałów 1oo2 do SIL3/Cat.4/PLe
- Seria podłączenia czujników
- Przykłady podłączenia urządzeń ochrony elektroczułej: zasłony świetlne / kratki / skanery laserowe
- Przegląd: Podłączenie aktuatora do modułów F-DO
- Parametry F-DQ
- Parametry kanału (1)
- Test ciemności
- Sekwencja sygnału testowego ciemności
- Test włączenia
- Test światła
- Sekwencja sygnału testowego światła
- Adresy I/O
- Przykład: Podłączenie aktuatora do SIL3/Cat.4/PLe
- Moduł F-Power: F-PM-E 24VDC/8A PPM
- Parametry kanału F-PM
- Podłączenie aktuatora F-PM: przełączanie PM / PP
- Przełączanie obciążeń z uziemieniem
- Moduł F-Relay: F-RQ 1x24VDC/24..230VAC/5A
- Przełączanie modułu F-Relay za pomocą F-DQ
- Kategorie zatrzymania zgodnie z EN 60204-1
- Przypisanie terminali ET 200SP / F-DI
- Przypisanie terminali ET 200SP / F-DQ
- Przypisanie terminali ET 200SP / F-PM
- Przypisanie terminali ET 200SP / F-RQ
- Pomoc w korzystaniu z technologii bezpieczeństwa
-
Programowanie
“`html
- Struktura i przetwarzanie programu bezpieczeństwa
- Główny blok bezpieczeństwa S7-1500F
- Grupa czasowa F
- Program bezpieczeństwa
- Tworzenie F-FC / F-FB
- Programowanie F-FC / F-FB w F-FBD / F-LAD
- Biblioteka bezpieczeństwa
- Instancje
- Wielokrotne instancje
- Stałe logiczne FALSE dla “0” i TRUE dla “1”
- Edytor administracji bezpieczeństwa
- Ogólne
- Kiedy zmienia się podpis? (1)
- Kiedy zmienia się podpis? (2)
- Kiedy zmienia się podpis? (3)
- Kiedy zmienia się podpis? (4)
- Kiedy zmienia się podpis? (5)
- Kiedy zmienia się podpis? (6)
- Grupy czasowe F
- Tworzenie grupy czasowej F
- Grupa czasowa F – Ustawienia
- Bloki F
- Typy danych PLC zgodne z F
- Ochrona dostępu
- Serwer WWW F-Admins
- Ustawienia (1)
- Ustawienia (2)
- Ochrona know-how
- Tworzenie
- Usuwanie
- Kompilacja
- Kompilacja programu bezpieczeństwa (1)
- Kompilacja programu bezpieczeństwa (2)
- Pobieranie do CPU
- Pobieranie programu bezpieczeństwa do CPU (1)
- Pobieranie programu bezpieczeństwa do CPU (2)
- Pobieranie programu bezpieczeństwa do CPU (3)
- Wgrywanie do PG
- Wgrywanie programu bezpieczeństwa do PG
- Testowanie programu bezpieczeństwa
- Porównywanie programów bezpieczeństwa
- Blok danych RTG1SysInfo
- Typy danych i operacje
- Specjalne zagadnienia programu bezpieczeństwa
- Wymiana danych między programem standardowym a programem bezpieczeństwa
- Dostęp do obrazu procesu
- Dostęp do bloków danych
- Zalecenie wymiany danych między standardowym programem użytkownika a programem bezpieczeństwa
- Sprawdzenia poprawności
- Dezaktywacja modułu F
- Zasada
- Blok danych F-I/O
- Tagi DB I/O
- Status wartości 1200/1500 F-CPUs
- Bity statusu wartości dla F-DI
- Bity statusu wartości dla F-DQ
- Bity statusu wartości dla F-PM
- Bity statusu wartości dla F-AI
-
TIA Safety: Czasy reakcji
- Czas reakcji systemu F: Przegląd
- Czas reakcji w przypadku braku awarii
- S7Safety_RTT
- Maks. Czas pracy grupy czasu wykonania F (1)
- Maks. Czas pracy grupy czasu wykonania F (2)
- Minimalne czasy monitorowania F
- Maksymalne czasy reakcji
- Typowe czasy reakcji (1)
- Typowe czasy reakcji (2)
- Typowe czasy reakcji (3)
- Typowe czasy reakcji (4)
- Typowe czasy reakcji (5)
- Typowe czasy reakcji (6)
- Typowe czasy reakcji / Wynik
- Czas reakcji i odległość bezpieczeństwa zgodnie z normą ISO 13855
-
Test akceptacyjny systemu
- Podstawa prawna: Dyrektywa dotycząca maszyn
- Ścieżka do bezpiecznej maszyny zgodnie z Dyrektywą dotyczącą maszyn
- Co to jest walidacja?
- Pozycja ogólnej walidacji (testy akceptacyjne) w modelu procesu
- Weryfikacja < > Walidacja
- Środki walidacyjne przed ogólną walidacją produktu
- Walidacja całkowitej aplikacji
- Osoby upoważnione i raport akceptacyjny
- Zawartość kompletnego testu akceptacyjnego
- Podsumowanie bezpieczeństwa
- Tworzenie podsumowania bezpieczeństwa
- Procedura tworzenia podsumowania bezpieczeństwa (wydruk)
- Przykład podsumowania bezpieczeństwa
- Akceptacja zmian
-
Usługi i Diagnostyka
- Diagnostyka ogólna
- Wyświetlacze LED
- Ocena diod LED (1)
- Ocena diod LED (2)
- Rozszerzenia wyświetlacza dla 1500 F-CPU
- Procedura diagnozowania błędów związanych z bezpieczeństwem (1)
- Procedura diagnozowania błędów związanych z bezpieczeństwem (2)
- Spójne przesyłanie projektów bezpieczeństwa
- TIA Portal – Kompatybilność Online
- TIA-SAFETY – Usługi i Diagnostyka
-
Komunikacja bezpieczeństwa
- Przegląd komunikacji bezpieczeństwa za pośrednictwem PROFIBUS DP
- Przegląd komunikacji bezpieczeństwa za pośrednictwem PROFINET IO
- Komunikacja bezpieczna CPU-CPU za pośrednictwem sprzęgła
- Bloki komunikacji SENDDP / RCVDP
- Przegląd komunikacji SENDDP i RCVDP
- Definiowanie obszarów transferu
- Parametry SENDDP i RCVDP
- Przypisanie SENDDP i RCVDP za pomocą unikalnego identyfikatora
- Parametr LADDR, Absolutny
- Parametr LADDR, Symboliczny
- PROFINET I-Device
- Komunikacja bezpieczna z urządzeniem/slave
- Bloki komunikacji SENDDP / RCVDP
- Definiowanie trybu pracy, przypisanie i obszary transferu dla urządzenia
- Parametry SENDDP, RCVDP i LADDR
- Komunikacja bezpieczeństwa z systemami S7 F
- Parametry SENDDP, RCVDP i LADDR
- Konfigurowanie sprzęgła PN-PN i obszarów transferu
- Konfigurowanie RCVDP i SENDDP
- Schemat blokowy
- Poprawna konfiguracja dummy CPU
- Definiowanie obszarów transferu
- Adresowanie obszarów transferu symbolicznie
- Schemat blokowy
- Advanced SIMATIC TIA Portal Safety
- Bezpieczna komunikacja
-
Przegląd SIMATIC and SINAMICS
- Poziomy automatyzacji
- Portal TIA
- Portfolio kontrolerów SIMATIC
- Kontroler podstawowy S7-1200
- SIMATIC S7-1500
- Sterowanie ruchem
- Sterowanie ruchem – Zasoby
- Przetworniki
- Silniki
-
Instrukcja sterowania prędkością napędu Sinamics
- Integracja napędu
- Standardowe telegramy 1 i 2
- Wybór telegramu
- Standardowy telegram 1
- Skalowanie punktu zadania prędkości
- Dane referencyjne
- Instrukcja SinaSpeed
-
Technologia obiektowa (TO) SpeedAxis
- Pięć kroków do uruchomienia
- Bloki PLCopen
- Panel sterowania osią
- Śledzenie
-
Obiekt technologiczny osi pozycjonującej
- Oś pozycjonowania TO
- Sterowanie ruchem i sterowanie pętlą zamkniętą
- Połączenie z napędem
- Enkoder
- Obsługiwane telegramy
- Konfiguracja osi pozycjonowania
- Dokładność enkodera
- Bloki PLCopen
- Strojenie kontrolera
-
Powrót do pozycji zerowej i pozycjonowanie
- Oś pozycjonowania TO
- Kontrola ruchu i kontrola pętli zamkniętej
- Konfiguracja osi pozycjonowania
- Blok MC_HOME
- Monitorowanie pozycji
- Limity pozycji
- Ocena błędów
- Symulacja, osie wirtualne
-
Programowanie za pomocą instrukcji kontroli ruchu
- Instrukcje kontroli ruchu
- Często używane instrukcje
- Koncepcja warstwowa
- Blok danych technologicznych
- Zasoby kontroli ruchu
-
Komunikaty o błędach i diagnostyka
- Koncepcja diagnostyczna
- Diagnostyka standardowa TO
- Diagnostyka standardowa systemu
- Serwer internetowy
-
Komunikacja z napędem
- Przegląd
- Telegramy
- Wybór telegramu
- Dodatkowa wymiana danych
- Komunikacja acykliczna
-
Biblioteki do kontroli ruchu
- Biblioteka LAxisBasics
- Biblioteka LAxisCtrl
- FB LAxisCtrl
- Biblioteka LAcycCom
- Wytyczne / Styleguide
-
Integracja i uruchomienie napędu z Startdrive
- Komunikacja standardowa PROFIdrive
- Komunikacja CPU – napęd: CPU – G120
- Standardowe telegramy
- Struktura słowa kontrolnego (CDS0 – Zestaw danych kontrolnych dla sterowania polowym)
- Struktura słowa statusu
- Wartość zadana / Wartość rzeczywista → Wartości prędkości
- Wstawienie napędu do projektu
- Podłączenie napędu do sieci
- Parametryzacja adresu modułu i nazwy modułu
- Konfigurowanie jednostki zasilającej
- Parametryzacja obszaru danych procesowych (PZD)
- Przypisanie nazwy urządzenia ONLINE (Inicjalizacja modułu)
- Parametryzacja napędu: za pomocą “Kreatora uruchomieniowego”
- Uruchomienie online: Aktywowanie / Dezaktywowanie panelu sterowania
- Obsługa panelu sterowania
- Monitorowanie słów kontrolnych i statusowych online
- Monitorowanie aktywnych komunikatów online
- Zmiana parametrów w falowniku
- Resetowanie G120 do ustawień fabrycznych za pomocą BOP-2
-
Rozwiązywanie problemów
- Kategorie błędów
- STEP7 Funkcje testowe, przegląd
- Diagnostyka systemu przegląd
- Online & Diagnostyka Funkcje
- Diagnostyka: Bufor diagnostyczny
- Komunikaty o błędach w buforze diagnostycznym
- Otwieranie bloku wadliwego
- “Blok monitorujący”
- “Blok monitorujący”: Formaty wyświetlania
- “Blok monitorujący”: Ścieżka wywołania
- “Blok monitorujący”: Środowisko wywołania
- “Monitoruj / Modyfikuj zmienne”: Tabele obserwacyjne
- “Monitoruj / Modyfikuj zmienne”: Punkty wyzwalające
- “Włącz wyjścia peryferyjne”
- “Wymuś zmienne”
- Dane referencyjne: Struktura wywołań
- Dane referencyjne: Struktura zależności
- Dane referencyjne: Przypisanie I, Q, M
- Dane referencyjne: Zasoby (Wykorzystanie pamięci)
- Dane referencyjne: Powiązania tagów PLC
- Dane referencyjne: Powiązania tagu
- Dane referencyjne: Przejdź do Miejsce użycia
- Dane referencyjne: Nieużywane tagi PLC
- Porównaj () Offline/Online
- Porównaj (2) Online/Offline Szczegółowe porównanie bloku
- Porównaj (3) – Oprogramowanie Offline/Offline
- Porównaj Offline/Offline Sprzęt
“`html
- Śledzenie w projekcie (offline) i w CPU (online)
- Tworzenie konfiguracji śledzenia
- Pobieranie konfiguracji śledzenia do CPU i aktywowanie jej
- Diagram śledzenia → Obserwowanie i zapisywanie nagranych danych online
- Przeglądanie diagramu śledzenia i eksportowanie zapisanych pomiarów offline
-
System Diagnostyki i Obsługa Błędów
- Zasada działania: Wyświetlanie awarii urządzenia wejścia-wyjścia na panelu dotykowym
- Przegląd: Możliwości diagnostyczne
- Diagnostyka za pomocą PG z STEP 7
- Diagnostyka systemu CPU
- Zasada działania diagnostyki systemu CPU
- Parametryzacja diagnostyki systemu CPU
- Wyświetlanie alarmów diagnostyki systemu w STEP7
- Diagnostyka za pomocą serwera sieciowego CPU
- PN-CPUs: Dostęp do usługi sieciowej
- PN-CPUs: Usługa sieciowa: “Strona startowa”
- PN-CPUs: Usługa sieciowa: Przykład “Bufor diagnostyczny”
- Parametryzacja serwera sieciowego CPU
- Diagnostyka za pomocą programu S7
- Informacje startowe OBs błędów
- Globalne obsługiwanie błędów za pomocą OBs asynchronicznych
- Diagnoza błędów asynchronicznych za pomocą “Stanów urządzenia”
- Globalne obsługiwanie błędów synchronicznych za pomocą OBs błędów: Zasada
- Globalne obsługiwanie błędów synchronicznych za pomocą OBs błędów: Zachowanie CPU
- Lokalne obsługiwanie błędów synchronicznych
- Integracja lokalnej obsługi błędów
- Zasada działania: Wyświetlanie błędu urządzenia wejścia-wyjścia i synchronizacja czasu z CPU
- Diagnoza statusu panelu operatorskiego za pomocą programu CPU
- Konfigurowanie bitu życia
- Diagnoza połączenia online TP <–> CPU
Dodatkowe książki, kursy i szkolenia!
Wszystkie informacje przedstawione wyżej stanowią ABSOLUTNĄ PODSTAWĘ merytoryczną do opanowania i zawarte są w pakiecie STANDARD czyli teoria na VOD oraz Szkolenie stacjonarne (8 dni pracy pod okiem ekspertów).
Jeśli jednak poważnie myślisz o rozwoju swojej kariery w pakiecie PREMIUM dodaję dla Ciebie dodatkowo
- Podstawy Automatyki – Kurs Programisty PLC (999 zł)
- Dwie książki (88 zł)
- Przygotowanie do rozmowy kwalifikacyjnej – vod (499 zł)
30 min / miesiąc / x 3 miesiące – spotkania online z ekspertem (999 zł)
- Uwagi i wskazówki do prac domowych przez 3 miesiące (999 zł)
Podstawy Automatyki – Kurs Programisty PLC
WARTOŚĆ: 999 zł
Ten kompleksowy program jest skierowany do przyszłych i obecnych programistów PLC oraz osób chcących poszerzyć swoją wiedzę w tej dynamicznej dziedzinie.
Kurs zapewnia kluczowe umiejętności i wiedzę na temat urządzeń stosowanych w szafach sterowniczych, co pozwoli Ci imponować swoimi kompetencjami w pracy. Nauczysz się skutecznie dobierać i eksploatować te urządzenia, zdobywając uznanie przełożonych, współpracowników i klientów.
Kurs umożliwia naukę bez wyjazdów na szkolenia, oszczędzając czas i pieniądze. Twoje umiejętności sprzedaży i zarządzania technicznymi pracownikami się poprawią, co przełoży się na lepsze wyniki i wyższe zarobki. Zdobędziesz pewność siebie i solidne podstawy teoretyczne, ułatwiając rozmowy kwalifikacyjne i otwierając drzwi do awansu zawodowego.
Dołącz do nas, aby zdobyć wiedzę, umiejętności i pewność siebie potrzebne do pracy jako programista PLC oraz do wdrażania nowoczesnych rozwiązań automatyki. Twoje życie zawodowe i osobiste zyska nowy wymiar dzięki zdobytej wiedzy i umiejętnościom.
- Zrozumiesz technologie i koncepcje z dziedziny automatyki przemysłowej, co otworzy przed Tobą świat nowoczesnych rozwiązań w przemyśle.
- Nauczysz się obsługi różnorodnych urządzeń i systemów, zdobywając praktyczne umiejętności do efektywnej pracy w środowisku przemysłowym.
- Poznasz kluczowe zagadnienia związane z zarządzaniem procesami przemysłowymi, co umożliwi Ci skuteczne projektowanie, instalację i utrzymanie systemów automatyzacji.
- Dzięki zdobytym umiejętnościom zwiększysz wydajność i efektywność pracy, co znacząco poprawi Twoje możliwości rozwoju kariery w automatyce przemysłowej.
- Efektywniej zarządzasz procesami produkcyjnymi i przemysłowymi, lepiej osiągając cele biznesowe oraz optymalizując działania w zakresie zarządzania projektami.
Książka “Droga do sukcesu Programisty PLC”
WARTOŚĆ: 49 zł
Wyobraź sobie przyszłość jako lider w programowaniu PLC! “Droga do sukcesu Programisty PLC” to klucz do Twojego rozwoju zawodowego. Tomasz Gilewski dzieli się wiedzą i doświadczeniem na 319 stronach pełnych praktycznych wskazówek i realnych przykładów. To przewodnik, który wprowadzi Cię w świat nowoczesnej automatyzacji przemysłowej, pomoże zdobyć cenione umiejętności i zainspiruje do osiągania wyższych celów.
- Zgłębisz wprowadzenie do pracy ze sterownikami PLC, co stanowi solidny fundament w automatyce przemysłowej.
- Nauczysz się praktycznych wskazówek i technik programowania PLC, zdobywając umiejętności jako początkujący i zaawansowany programista.
- Poznasz realne przykłady oparte na rzeczywistych projektach, co pozwoli Ci zobaczyć, czego można się spodziewać w praktyce.
- Dzięki zdobytym umiejętnościom zwiększysz swoje możliwości w zakresie programowania PLC, co przełoży się na lepsze szanse na rynku pracy i sukces zawodowy.
- Zgłębiając tematykę, będziesz w stanie lepiej zarządzać procesami przemysłowymi i osiągać cele zawodowe jako Programista PLC.

Simatic S7-1200 w Zadaniach. Język LAD. Poziom Podstawowy
WARTOŚĆ: 39 zł
To praktyczny przewodnik dla osób, które chcą opanować programowanie sterowników PLC w języku LAD. Zawiera zestaw ćwiczeń, które krok po kroku pomagają zdobyć niezbędne umiejętności. Dzięki tej książce nauczysz się tworzyć projekty w różnych branżach przemysłu, takich jak automatyka czy energetyka. Praktyczne przykłady i omówienia rozwiązań wspierają rozwój kreatywności i samodzielności, jednocześnie umożliwiając zrozumienie teorii poprzez praktyczne działania w programowaniu.To jeszcze nie koniec! Czas na pracę z ekspertami.
W ramach pakiety PREMIUM oferujemy kompleksowe wsparcie, które pomoże Ci w nauce i rozwoju zawodowym.
Otrzymujesz regularne spotkania online z ekspertami, którzy służą radą i dzielą się wiedzą, a także dostarczają cenne wskazówki do zadań domowych, pomagając Ci w doskonaleniu umiejętności.
Dodatkowo, oferujemy przygotowanie do rozmowy kwalifikacyjnej w formie lekcji wideo, abyś mógł pewnie zaprezentować swoje kompetencje i doświadczenie. Dzięki temu wszechstronnemu podejściu, zyskasz solidne podstawy i pewność siebie, niezbędne do pracy jako programista PLC.

Przygotowanie do rozmowy kwalifikacyjnej (video)
WARTOŚĆ: 999 zł
Przygotowanie do rozmowy kwalifikacyjnej to kluczowy element drogi do sukcesu w karierze programisty PLC. Aby pomóc Ci przejść ten proces z pewnością siebie i profesjonalizmem, stworzyliśmy dedykowane lekcje wideo, które kompleksowo przygotują Cię do tego ważnego etapu.
W naszych lekcjach wideo opowiadamy szczegółowo o wszystkich aspektach, które mogą pojawić się podczas rozmowy kwalifikacyjnej. Obejmuje to:
- Sekcja A: W tej części lekcji, omawiamy kluczowe zagadnienia techniczne, które mogą być poruszane przez rekrutera. Dowiesz się, jakie pytania dotyczące programowania PLC mogą zostać zadane i jak na nie odpowiedzieć, aby zaprezentować swoją wiedzę i umiejętności w jak najlepszym świetle. Podzielimy się również przykładami pytań i odpowiedzi, które pomogą Ci przygotować się na każdą ewentualność.
- Sekcja B: W tej części skupiamy się na umiejętnościach miękkich i etykiecie rozmowy kwalifikacyjnej. Poruszamy takie tematy jak prezentowanie swojego doświadczenia, umiejętności komunikacyjne, oraz jak skutecznie budować relację z rekruterem. Nauczysz się, jak opowiadać o swoich projektach w sposób angażujący i profesjonalny, oraz jak radzić sobie z trudnymi pytaniami i sytuacjami stresującymi.
Po przejściu naszych lekcji wideo, będziesz dokładnie wiedział, jak się zachować na rozmowie kwalifikacyjnej. Otrzymasz nie tylko teoretyczną wiedzę, ale również praktyczne wskazówki i techniki, które pozwolą Ci wyróżnić się na tle innych kandydatów. Naszym celem jest, abyś czuł się pewnie i przygotowany na każdą rozmowę, niezależnie od tego, jakie pytania zostaną Ci zadane.
30min / kwartał / x 12 miesiące – spotkania online z ekspertem
WARTOŚĆ: 999 zł
Nasz bootcamp stawia na bezpośredni kontakt i wsparcie uczestników też po kursie stacjonarnym, dlatego raz w miesiącu oferujemy wyjątkową okazję do spotkań online z naszymi ekspertami. Co kwartał, przez 30 minut (lub więcej jeżeli będzie taka potrzeba), możecie uczestniczyć w sesji Q&A, gdzie jeden z naszych specjalistów jest dostępny, aby odpowiedzieć na Wasze pytania i rozwiać wszelkie wątpliwości dotyczące kursów.
Jak to działa?
- Terminy spotkań: Spotkania odbywają się regularnie co kwartał. O terminach kursanci są informowani na bieżąco.
- Dostępność ekspertów: Każde spotkanie prowadzone jest przez jednego z naszych doświadczonych ekspertów, którzy specjalizują się w różnych dziedzinach, takich jak programowanie, wizualizacja, komunikacja, bezpieczeństwo, technika napędowa i diagnostyka.
- Interaktywność: Uczestnicy mają możliwość zadawania pytań na żywo poprzez czat lub mikrofon. Nasz ekspert będzie na bieżąco odpowiadał, dzieląc się swoją wiedzą i doświadczeniem.
- Link do spotkania: Każde spotkanie odbywa się za pomocą łatwo dostępnego linku, który otrzymacie w mailu. Nie wymagamy instalowania dodatkowego oprogramowania – wystarczy przeglądarka internetowa.
Co zyskujecie dzięki spotkaniom online?
- Bezpośredni kontakt z ekspertami: To unikalna okazja, aby uzyskać odpowiedzi na konkretne pytania bezpośrednio od specjalistów w danej dziedzinie.
- Rozwianie wątpliwości: Możecie na bieżąco wyjaśniać wszystkie niejasności i wątpliwości, które pojawiają się podczas realizacji kursów.
- Dodatkowe wskazówki i porady: Eksperci chętnie dzielą się praktycznymi poradami i dodatkowymi wskazówkami, które mogą pomóc w lepszym zrozumieniu materiału.
Networking: To również świetna okazja do nawiązania kontaktów z innymi uczestnikami kursu, wymiany doświadczeń i wspólnego rozwiązywania problemów.

Uwagi i wskazówki do prac domowych (maile, komentarze)
WARTOŚĆ: 999 zł
Nasz bootcamp zawiera zadania do samodzielnego wykonania, które należy wykonać już po kursie stacjonarnym na sali. Te zadania mają na celu utrwalenie wiedzy zdobytej podczas kursu na sali oraz rozwijanie praktycznych umiejętności. Poniżej znajdziecie szczegółowe informacje na temat prac domowych oraz wsparcia, jakie oferujemy.
Struktura zadań domowych
- Zadania dodatkowe: Już po kursie stacjonarnym na sali przewidzieliśmy czas na realizację dodatkowych zadań. Te zadania mają na celu pogłębienie zdobytej wiedzy oraz sprawdzenie umiejętności w bardziej zaawansowanych kontekstach.
Realizacja zadań
- Samodzielność: Wszystkie zadania domowe wykonujesz samodzielnie, korzystając ze swojego komputera. Zachęcamy do samodzielnego rozwiązywania problemów i poszukiwania odpowiedzi, co jest kluczowe dla rozwoju umiejętności analitycznych.
- Wykorzystanie narzędzi i zasobów: Do realizacji zadań wykorzystujesz narzędzia i zasoby, które udostępniamy w ramach bootcampu.
Wsparcie i konsultacje
- Bezpośredni kontakt z ekspertami: Jeśli podczas wykonywania zadań napotkasz trudności lub nie będziesz pewny, czy rozwiązanie jest poprawne, zawsze możesz napisać bezpośrednio do naszego eksperta. Nasz zespół jest gotowy, aby sprawdzić Twoje zadanie i udzielić konstruktywnej feedbacku.
- Konsultacje online: Poza regularnymi konsultacjami online, oferujemy dodatkową pomoc poprzez indywidualne konsultacje. W każdej chwili możesz skontaktować się z naszym ekspertem i uzyskać wsparcie w realizacji zadań domowych.
- Feedback i poprawki: Nasi eksperci nie tylko sprawdzą Twoje zadania, ale także dostarczą szczegółowe uwagi i wskazówki, które pomogą Ci zrozumieć błędy i poprawić swoje umiejętności.
Korzyści z realizacji prac domowych
- Utrwalenie wiedzy: Regularne wykonywanie zadań domowych pozwala na lepsze przyswojenie materiału i utrwalenie zdobytej wiedzy.
- Rozwój praktycznych umiejętności: Praca nad zadaniami praktycznymi rozwija umiejętności analityczne i techniczne, które są niezbędne w pracy zawodowej.
Samodzielność i odpowiedzialność: Samodzielne wykonywanie zadań uczy odpowiedzialności i samodyscypliny, co jest kluczowe dla sukcesu w nauce i pracy.
Jak wygląda szkolenie stacjonarne na sali ?
Kurs stacjonarny ma na celu pracę na fizycznym sprzęcie i praktycznych zadaniach (które są spotykane w rzeczywistych fabrykach)
Ogólne informacje – kurs stacjonarny
KIEDY: 9-16.09.2025
GDZIE: Oświęcim
CZAS ZAJĘĆ: 8:00-16:00 (później jest możliwość realizacji dodatkowych ćwiczeń dla osób chętnych)
ZAKWATEROWANIE W CENIE: Nie
LICZBA MIEJSC: 6
Ogólne informacje – wypożyczenie sprzętu do domu/biura
KIEDY: do ustalenia z kursantem
ADRES WYSYŁKI: do ustalenia z kursantem
CZAS ZAJĘĆ: w zależności od możliwości kursanta
LICZBA MIEJSC: 6
Korzyści
Metoda nauczania:
Zagadnienia są przedstawiane w uporządkowany sposób (tworzą logiczny ciąg), gdzie zapoznajesz się z danym tematem (na zasadzie tylko praktyka). Podział kursu oraz odpowiednie ćwiczenia praktyczne to autorska metoda (wypracowana na podstawie wieloletniego doświadczenia pracy z kursantami). Dzięki temu będziesz mógł samodzielnie tworzyć, konfigurować i programować złożone aplikacje przemysłowe.
To co powinien wiedzieć programista:
Kurs odbywa się w formie stacjonarnej, gdzie osoba ma swoje stanowisko (komputer, sterownik i obiekt przemysłowy).
Materiał realizowany podczas kursu to praktyka. Różnego rodzaju instrukcje i funkcjonalności przedstawione zostały na zasadzie zadań spotykanych na rzeczywistych fabrykach. Znajdziesz omówienie problemów oraz sytuacji z aplikacji przemysłowych oraz poznasz sposoby ich rozwiązań. Ważną poruszoną kwestią są struktury programu, czyli pewnego rodzaju przepis tego, co powinien zawierać kod programu. Dowiesz się, jak połączyć poznane instrukcje i napisać logikę, w taki sposób by wszystko działało zgodnie z Twoimi oczekiwaniami (czyli zgodnie z założeniami projektu).
Prawdziwe, praktyczne doświadczenie: Kurs stacjonarny oferuje uczestnikom możliwość praktycznego stosowania wiedzy i umiejętności w „rzeczywistych” scenariuszach. Dzięki temu, uczestnicy mają możliwość doświadczania rzeczywistych sytuacji i eksperymentowania, co pozwala na bardziej głębokie zrozumienie systemów automatyki rodzin sprzętu SIMATIC S7 oraz SINAMICS od firmy Siemens.
Indywidualna uwaga i pomoc: Instruktorzy kursu stacjonarnego są dostępni, aby pomóc uczestnikom w trudniejszych zadaniach lub wyjaśnić kwestie, których nie rozumieją. Uczestnicy mają również możliwość zadawania pytań i wymiany doświadczeń, co pozwala na większe zrozumienie tematu.
Rozwiązania typowych problemów:
Na początku pojawiają się w większości podobne problemy. Na kursie poznasz sposoby ich rozwiązania oraz na co zwracać uwagę.
Informacje dodatkowe:
- 8 dni zajęć na żywo ze sprzętem
- 56+ godzin zajęć stacjonarnych w sali szkoleniowej,
- materiały szkoleniowe w wersji papierowej
- materiały wideo z kursu (do powtórki po kursie)
Po ukończeniu kursu uczestnicy będą potrafili:
- Projektować i tworzyć programy sterowników PLC rodziny SIMATIC S7-1200F firmy Siemens
- Wykorzystywać narzędzie programistyczne TIA Portal
- Rozumieć podstawowe pojęcia z dziedziny automatyki i sterowania przemysłowego
- Wykonywać podstawowe czynności związane z programowaniem PLC (standardowe i bezpieczeństwa), tworzeniem wizualizacji, komunikacją urządzeń na sieci PROFINET, parametryzować napędy rodziny SINAMICS do sterowania z poziomu PLC oraz wdrażać rozwiązania diagnostyki
Plan zajęć na poszczególne dni:
-
Programowanie funkcji sterowania silnikiem
Tworzona jest funkcja FC1 “MOTOR_MANUAL” dla sterowania silnikiem taśmy w trybie manualnym. Definiowana jest interfejs funkcji poprzez dodanie parametrów wejściowych i wyjściowych oraz nadanie odpowiednich komentarzy. Programowanie samej funkcji odbywa się poprzez dodawanie bloków logicznych i łączenie ich ze sobą. Następnie programowana jest organizacyjna blok OB1 – sterowanie taśmą w trybie manualnym. Po zakończeniu programowania, należy zapisać i skompilować program, a następnie przeprowadzić jego pobranie na kontroler.
-
Monitorowanie
Kolejnym krokiem jest monitorowanie bloków programu, które można aktywować/dezaktywować poprzez odpowiednie kliknięcie. W tej sekcji znajduje się ćwiczenie, w którym należy zaplanować, zaprogramować i przetestować funkcje stacji sortującej
-
Programowanie projektu
Ten etap szkolenia obejmuje strukturalne instrukcje krok po kroku, które pomogą w planowaniu i programowaniu projektu. Pierwszym krokiem jest utworzenie nowej tabeli tagów i należy dodać nowe tagi wewnątrz tabeli tagów. Importowanie istniejącej tabeli symboli jest kolejnym krokiem, który pozwala na usunięcie zduplikowanych tagów.
-
Programowanie bloku funkcji "MOTOR_AUTO"
Kolejnym etapem jest utworzenie bloku funkcji “MOTOR_AUTO” dla silnika przenośnika w trybie automatycznym. Następnie definiuje się interfejs tego bloku funkcji, dodając odpowiednie parametry wejściowe i wyjściowe. Programowanie bloku funkcji “MOTOR_AUTO” odbywa się poprzez dodawanie bloków logicznych w edytorze do pisania kodu programu. Po zakończeniu programowania, należy zapisać i skompilować program oraz pobrać go na kontroler.
-
Programowanie bloku organizacyjnego OB1
Następnie należy zaprogramować blok organizacyjny OB1 – Sterowanie śledzeniem przenośnika do przodu w trybie automatycznym. Po zakończeniu programowania, można monitorować bloki programu i zarchiwizować cały projekt. Na zakończenie, należy sprawdzić listę kontrolną, aby upewnić się, że wszystkie kroki zostały wykonane poprawnie.
-
Rozbudowa
W ćwiczeniu dodawana jest funkcja “oszczędzania energii” do bloku funkcji “MOTOR_AUTO”. Należy zaplanować, zaprogramować i przetestować rozszerzony blok funkcji, który pozwoli na uruchomienie przenośnika tylko wtedy, gdy jest obecna część(detal).
-
Bloki danych
Bloki danych służą jako pamięć dla danych użytkownika i zawierają zmienne dane używane przez program użytkownika. Można zdefiniować strukturę globalnych bloków danych, które przechowują dane, dostępne dla wszystkich innych bloków. Rozmiar bloków danych zależy od używanego procesora. Bloki danych przechowują dane retencyjnie, co oznacza, że dane są zachowywane nawet po zaniku zasilania lub po zatrzymaniu i ponownym uruchomieniu procesora.
-
Typy danych
W tej sekcji wykorzystywane są różne typy danych w systemie SIMATIC, które reprezentują różne formaty liczbowe.
-
Zoptymalizowane bloki danych
W zoptymalizowanych blokach wszystkie tagi są automatycznie sortowane według ich typu danych, co minimalizuje luki między tagami i optymalizuje dostęp do nich przez kontroler. Zoptymalizowane bloki zapewniają szybki dostęp do tagów, nie ma ryzyka niezgodności z powodu błędnych, bezwzględnych dostępów, a zmiany deklaracji nie powodują błędów dostępu. Można również zdefiniować tagi jako retencyjne i dokonywać zmian w bloku danych bez utraty wartości.
-
Pobieranie bez ponownej inicjalizacji
Pozwala to na edycję programów użytkownika bez zatrzymywania kontrolera. Można pobrać zmodyfikowane bloki bez przełączania kontrolera w tryb STOP i bez wpływu na aktualne wartości wcześniej pobranych tagów.
-
Rozbudowa programu o blok danych
Sekcja dotyczy zadania, w którym program z poprzedniego rozdziału zostanie rozbudowany o blok danych, który centralnie dostarcza parametry dla dwóch funkcji.
-
Sygnały analogowe
Kolejny etap dotyczy sygnałów analogowych oraz ich przetwarzania w sterownikach PLC. Sygnały analogowe mogą przyjmować wartości w określonym zakresie, w przeciwieństwie do sygnałów binarnych, które przyjmują tylko dwie wartości. Przykładem czujnika analogowego jest potencjometr, który może ustawić dowolną rezystancję w zależności od położenia gałki. Przykłady wielkości analogowych w automatyce to temperatura, przepływ, prędkość itp.
-
Przetwarzanie sygnałów analogowych
Do przetwarzania tych wielkości na sygnały elektryczne używane są przetworniki pomiarowe. Na przykład, zakres prędkości od 500 do 1500 obr/min może być przekonwertowany na zakres napięcia od 0 do +10 V. Moduł analogowy w sterowniku PLC przekształca te sygnały na wartości cyfrowe do dalszego przetwarzania.
-
Reprezentacja danych analogowych
W sterownikach SIMATIC S7-1200 istnieje wiele różnych typów danych do reprezentowania różnych formatów liczbowych. Przykłady to dane wejściowe i wyjściowe analogowe, które zajmują jedno słowo wejściowe lub wyjściowe. W celu dalszego przetwarzania, wartości cyfrowe muszą być znormalizowane.
-
Implementacja funkcji analogowej
W kolejnym etapie szkolenia uczestnicy poznają zadanie polegające na dodaniu funkcji analogowej kontroli prędkości taśmy do programu. Następnie planują i implementują to zadanie.
-
Funkcje FC z parametrami
Kursant przygotuje tabele zmiennych PLC tags, w której utworzy tablicę AnalogInput. Każdy kanał w tablicy zostanie przypisany do odpowiedniej nazwy symbolicznej, co ułatwi późniejsze zarządzanie i identyfikację sygnałów.
Następnie kursant utworzy blok FC o nazwie fcp_ADC_Voltage, który będzie służył do przetwarzania sygnałów analogowych. W bloku tym skonfiguruje odpowiednie parametry wejściowe i wyjściowe, które umożliwią przesyłanie danych do i z funkcji. Dodatkowo, w sekcji lokalnej, kursant zdefiniuje stałe określające minimalne i maksymalne wartości sygnału analogowego oraz odpowiadające im wartości napięcia.
Kolejnym krokiem będzie wykorzystanie instrukcji NORM_X oraz SCALE_X w celu znormalizowania oraz przeskalowania sygnałów analogowych. Kursant nauczy się korzystać z parametrów oraz stałych zdefiniowanych w sekcji interfejsu bloku FC, co pozwoli na efektywne i czytelne zarządzanie kodem.
Aby funkcja działała w głównym programie, kursant bezwarunkowo wywoła blok FC w bloku OB1 (Main) i przypisze odpowiednie zmienne do parametrów funkcji fcp_ADC_Voltage. Na zakończenie kursant przeprowadzi testy funkcjonalności, aby sprawdzić, czy funkcja działa prawidłowo, przetwarza sygnały zgodnie z założeniami oraz zapewnia poprawne wyniki.
-
Funkcja FB z parametrami
Kursant podczas zadania stworzy uniwersalną funkcję FB do pomiaru długości produktu w środowisku PLC. Skonfiguruje parametry wejściowe, takie jak stany czujników i prędkość taśmy, oraz parametr wyjściowy reprezentujący długość produktu. W bloku FB doda zmienne do detekcji zboczy sygnału, wykorzysta timer TONR w multiinstancji oraz instrukcję CALCULATE do obliczeń. Blok FB zostanie wywołany dwukrotnie w OB1, aby obsłużyć dwa czujniki. Na koniec kursant przeprowadzi testy funkcjonalności,
-
Wykorzystanie pamięci w panelach HMI
Pamięć w panelach HMI może być wykorzystywana na różne sposoby, takie jak pamięć wewnętrzna, karty pamięci systemowej i zewnętrzne nośniki USB. Oprogramowanie WinCC Advanced jest narzędziem programistycznym do tworzenia systemów wizualizacji, umożliwiając konfigurację sprzętu, komunikację z PLC, projektowanie ekranów, tworzenie zmiennych, alarmów, logów, raportów oraz funkcji zdefiniowanych przez użytkownika za pomocą skryptów Visual Basic.
-
Ustawienia wizualizacji
Szkolenie obejmuje podstawowe ustawienia dla WinCC Advanced w TIA Portal. Użytkownicy mogą określić swoje własne domyślne ustawienia dla niektórych opcji w TIA Portal. Ścieżka do ustawień dla wizualizacji jest tutaj pokazana. W widoku projektu wybierz menu “Opcje”, a następnie “Ustawienia”. W sekcji “Wizualizacja” w “Ustawieniach” wybierz pożądane domyślne ustawienia dla interfejsu użytkownika.
-
Resetowanie panelu SIMATIC HMI
Resetowanie panelu SIMATIC HMI i ustawienie adresu IP można dokonać bezpośrednio w TIA Portal lub z poziomu menu w panelu. Tym zajmujemy się w tej sekcji.
-
Interfejs użytkownika WinCC
• Jak korzystać z interfejsu użytkownika WinCC jako centralnego punktu kontroli dla projektu.
• Strukturę drzewa w oknie projektu, gdzie znajdują się wszystkie komponenty i edytory projektu.
• Okno szczegółów, które wyświetla treści i dodatkowe informacje o wybranych obiektach.
• Menu i paski narzędzi, gdzie znajdują się często używane funkcje potrzebne do konfiguracji urządzenia HMI.
• Edycję obiektów projektu w obszarze roboczym, zarówno w formie tabelarycznej, jak i graficznej.
• Okno narzędzi zawierające wybór obiektów, takich jak obiekty graficzne i elementy sterujące operatora.
• Edycję właściwości wybranych obiektów w obszarze roboczym, np. kolor obiektów ekranu.
• Konfigurację ustawień obszaru roboczego, takich jak poziom i funkcje siatki, w zakładce “Inne”.
• Konfigurację animacji i zdarzeń dla wybranych obiektów w oknie właściwości. -
Planowanie i wizualizacja procesu
Zostanie dodana wizualizacja procesu do programu. Panel dotykowy TP700 Comfort zostanie użyty do wizualizacji procesu. Konfiguracja podstawowa zostanie wykonana za pomocą kreatora w TIA Portal. W panelu zostaną utworzone wszystkie ekrany systemowe. W ekranie przeglądu “Przegląd stacji sortującej” proces będzie reprezentowany przez przenośnik i sensory. Prędkość przenośnika oraz liczba elementów plastikowych będą również wyświetlane. W innym ekranie “Prędkość silnika” będzie wyświetlana graficznie rzeczywista prędkość silnika. System alarmowy również zostanie skonfigurowany. Zdarzenia systemowe będą wyświetlane na panelu, a naruszenia limitów prędkości silnika i głównego przełącznika będą monitorowane. Alarmy będą wyświetlane w linii alarmowej nagłówka i automatycznie pokazywane w oknach alarmowych w przypadku wystąpienia błędów. Kontrola zdalna panelu dotykowego TP700 Comfort będzie aktywowana za pomocą serwera WWW.
-
Konfiguracja wyświetlacza graficznego
Szkolenie obejmuje konfigurację wyświetlacza graficznego, wyświetlanie wartości procesowej w polu wejścia/wyjścia oraz wizualizację sygnałów binarnych za pomocą animowanych prostokątów. W trakcie szkolenia uczestnicy dowiedzą się, jak korzystać z biblioteki symboli, nawiązać połączenia oraz tagi HMI, a także jak pobrać CPU i panel. Proces wizualizacji w symulacji oraz użycie przełączników i przycisków do obsługi procesu również zostanie omówione.
-
Wyświetlanie wartości procesowej w polu wejścia/wyjścia
Konfiguracja wyświetlacza graficznego rozpoczyna się od otwarcia pierwszego ekranu wizualizacji. Następnie należy usunąć niepotrzebne elementy, a następnie stworzyć obszar wyświetlania grafiki. Grafikę można dodać z pliku lub stworzyć samodzielnie. Następnie należy dostosować rozmiar i położenie grafiki oraz dodać opisy.
-
Wizualizacja sygnałów binarnych
Wyświetlanie wartości procesowej w polu wejścia/wyjścia polega na dodaniu wartości aktualnej prędkości poniżej silnika przenośnika. Następnie należy dostosować format wyświetlania oraz kolor i położenie pola wejścia/wyjścia. Na koniec należy dodać opisy i dostosować ich położenie.
-
Biblioteka symboli
Wizualizacja sygnałów binarnych za pomocą animowanych prostokątów polega na dodaniu prostokątów dla każdego z czujników. Następnie należy ustawić kolor i animację dla każdego z prostokątów oraz połączyć je z tagami w CPU. Na koniec należy dodać dodatkowy ekran dla sygnałów binarnych.
-
Testy
Przed pobraniem konfiguracji na panel TP700 Comfort, należy sprawdzić połączenie z CPU oraz dostęp do tagów HMI. Następnie można zmienić ustawienia tagów i przyspieszyć cykl akwizycji. Po zakończeniu konfiguracji, można pobrać projekt na CPU i panel.
-
Użycie przełączników i przycisków do obsługi procesu
Wykorzystujemy obiekty graficzne, aby umożliwić sterowanie procesem
-
Nagłówki
Szkolenie obejmuje tematykę dostosowania nagłówków w szablonie panelu TP700 Comfort oraz archiwizacji projektu.
-
Lista tekstowa i graficzna
Tworzenie list graficznych i tekstowych oraz przypisywanie im wartości. Następnie opisane jest przeniesienie obiektów graficznych i tekstowych, ustawienie połączenia z tagami PLC oraz dostosowanie rozmiaru pól graficznych i tekstowych.
-
Tworzenie wykresu słupkowego
Tworzenie wykresu słupkowego dla kontroli prędkości silnika, ustawianie maksymalnej i minimalnej wartości skali, przypisywanie tagów procesowych oraz dostosowanie wyglądu wykresu i pól tekstowych.
-
Ustawienia alarmów
Ustawienia ogólne alarmów, okno alarmowe, wskaźnik alarmów, alarmy dla diagnostyki systemu CPU, ustawienia klas alarmów, zdarzenia systemowe, alarmy kontrolera, alarmy analogowe i dyskretne.
-
Uruchomienie sieci PROFINET
Szkolenie rozpoczyna się od opisu uruchomienia sieci PROFINET z CPU jako kontrolerem IO oraz ET200S jako urządzeniem IO. Do przetestowania konfiguracji napisany jest program, w którym lampka kontrolna P1 jest aktywowana, gdy jednocześnie naciśnięte są dwa przyciski, S0 i S1.
-
Konfiguracja w STEP 7
Programy STEP 7 są zarządzane w projektach, więc teraz zakładamy taki projekt. Następnie nadajemy nazwę projektowi.
-
Konfiguracja sprzętu
Następnie dodajemy ‘Podsieć przemysłowego Ethernetu’ oraz ‘Stację SIMATIC CPU’. Otwieramy narzędzie konfiguracyjne. W katalogu sprzętu wybieramy moduły, które chcemy umieścić w naszej konfiguracji.
-
Konfiguracja urządzeń IO
Po zdefiniowaniu ustawień sieciowych dla CPU, możemy dodawać urządzenia PROFINET IO. Następnie przeciągamy moduł ‘ET 200S’ z ‘IM151-3PN HF’. Każde urządzenie IO musi mieć przypisaną nazwę urządzenia, która jest unikalna w systemie PROFINET IO oraz adres IP na ‘Ethernet’. Po przypisaniu adresu IP, zatwierdzamy go.
-
Programowanie i testowanie
Następnie dodajemy kolejne moduły do konfiguracji ET200S, takie jak moduł wejść cyfrowych i wyjść cyfrowych. Adresy wejść i wyjść w ET 200S mogą być zmienione poprzez kliknięcie dwukrotnie na odpowiednie moduły. Po zapisaniu konfiguracji, nadajemy urządzeniu nazwę i zapisujemy konfigurację do PLC. Następnie uruchamiamy programowanie urządzenia poprzez wybór bloku ‘OB1’ i wybranie języka programowania. Tworzymy program w STEP7.
-
Tworzenie programu
Na końcu, po załadowaniu konfiguracji sprzętowej, możemy rozpocząć tworzenie programu. Upewniamy się, że CPU jest podłączone do ET200S poprzez Ethernet.
-
Wymiana danych CPU <-> CPU
Ten etap rozpoczyna się od opisu uruchomienia sieci PROFINET z dwoma CPU. W celu przetestowania konfiguracji, napiszemy program, w którym określany jest bajt wejściowy (SET) w sterowniku PLC w Stacji 1. Poprzez PROFINET ten bajt jest przesyłany do drugiego PLC w Stacji 2 i może tam być odczytany na bajcie wyświetlacza (DISPLAY).
-
Tworzenie projektu
Zakładamy projekt. Projektowi przypisujemy nazwę ‘CPU_CPU’.
-
Konfiguracja sprzętu dla Stacji 1
Tworzymy odpowiednia konfigurację sprzętową dla zestawu szkoleniowego.
-
Konfiguracja sprzętu dla Stacji 2
Tworzymy odpowiednia konfigurację sprzętową dla zestawu szkoleniowego.
-
Konfiguracja połączenia między stacjami
Aby umożliwić dwóm CPU na PROFINET wymianę danych za pomocą połączenia S7, otwieramy zakładkę ‘Connections’. Dodajemy nowe połączenie z drugą stacją, wybierając typ połączenia ‘S7 Connection’
-
Kodowanie i wymiana danych
Po skonfigurowaniu połączenia, piszemy program, otwierając ‘OB1’ i wybierając język programowania.
-
Dodanie "bezpieczeństwa" do projektu
Kursanci dowiedzą się, jak zintegrować elementy zabezpieczające, takie jak drzwi zabezpieczające, które blokują dostęp do stacji sortującej, zapewniając tym samym bezpieczeństwo operatorów. Ponadto, uczestnicy szkolenia nauczą się wdrażać przycisk STOP AWARYJNY, który służy do natychmiastowego zatrzymania stacji w sytuacjach awaryjnych. Sygnały bezpieczeństwa będą podłączone do urządzenia ET 200SP IO, które jest rozproszone i przypisane do jednostki centralnej CPU za pomocą protokołu PROFINET. Kursanci będą mieli okazję zapoznać się z konfiguracją i podłączeniem tych elementów, co zapewni im praktyczne umiejętności w zakresie inżynierii bezpieczeństwa.
-
Programowanie bloku bezpieczeństwa
Podczas szkolenia kursant pozna zasady działania programu bezpieczeństwa, który ma na celu bezpieczne wyłączanie wszystkich elementów wykonawczych stacji sortującej w przypadku zagrożenia. Program bezpieczeństwa reaguje na dwa główne scenariusze: otwarcie monitorowanych drzwi bezpieczeństwa oraz naciśnięcie przycisku STOP AWARYJNY, oba podłączone za pomocą dwóch niezależnych kanałów.
Gdy którykolwiek z tych warunków jest spełniony, stacja sortująca natychmiast się wyłącza. Aby ponownie uruchomić produkcję, konieczne jest lokalne potwierdzenie użytkownika, co zapewnia dodatkowy poziom bezpieczeństwa i zapobiega przypadkowemu ponownemu uruchomieniu.
Kursant nauczy się programować blok bezpieczeństwa, który obejmuje funkcje drzwi bezpieczeństwa oraz STOP AWARYJNY, obwód sprzężenia zwrotnego chroniący przed ponownym uruchomieniem w przypadku uszkodzenia obciążenia, oraz funkcję potwierdzenia użytkownika niezbędną do ponownego włączenia stacji. Dodatkowo, kursant będzie generował program bezpieczeństwa, integrując wszystkie te elementy, co zapewni kompleksowe zrozumienie procesu tworzenia bezpiecznego środowiska pracy na stacji sortującej.
-
Konfiguracja urządzenia i interfejsu
Podczas szkolenia kursant nauczy się, jak aktywować ustawienia bezpieczeństwa dla CPU. Proces ten rozpoczyna się od sprawdzenia, czy pole wyboru “Generuj domyślny program bezpieczeństwa” jest zaznaczone. Następnie kursant otworzy “Konfigurację urządzenia” dla CPU.
W oknie “Właściwości” kursant przejdzie do menu “Bezpieczeństwo” i wybierze “Aktywacja F”. Kursant będzie ustawiał zakresy dla “Adresów F” oraz “Domyślnego czasu monitorowania F dla centralnego F-IO” w menu “Bezpieczeństwo” pod “Parametry F”.
Następnie, w menu “Ochrona i bezpieczeństwo”, kursant wybierze “Pełny dostęp włącznie z bezpieczeństwem (brak ochrony)”, aby skonfigurować pełny dostęp. W dalszej części szkolenia kursant otworzy widok sieci i wstawi odpowiedni moduł interfejsu IM155-6PN HF z katalogu sprzętu do widoku sieci za pomocą przeciągnij i upuść. Ostatecznie, kursant przypisze urządzenie polowe do CPU , klikając najpierw na interfejsie IM155-6PN HF w widoku sieci, a następnie łącząc go z interfejsem PROFINET (X1) CPU.
-
Konfiguracja modułów
Podczas szkolenia kursant nauczy się przechodzić do widoku urządzenia ET 200SP poprzez dwukrotne kliknięcie na urządzeniu PROFINET. W katalogu sprzętu kursant znajdzie odpowiedni moduł wejść cyfrowych bezpieczeństwa, kierując się numerem zamówienia i wersją. Moduł ten zostanie włożony na slot 1.
W dalszej części kursant skonfiguruje właściwości modułu wejść cyfrowych bezpieczeństwa “F-DI 8x24VDC HF”. Najpierw ustawi adresy IO na “Adres początkowy”, a następnie wprowadzi “Adres docelowy F” oraz “Zachowanie po awarii kanału” dla ogólnych parametrów F. Kursant aktywuje również “test zwarcia” dla “Zasilania czujników” 0/1/4/5.
Kursant podłączy dwa czujniki drzwi bezpieczeństwa za pomocą jednego kanału do DI1 i DI5 modułu F oraz ustawi ocenę czujników na 1oo1. Dodatkowo, sprawdzi krzyżowy obwód wejść przez wewnętrzne zasilanie czujników z dwóch różnych źródeł zasilania.
Do sterowania głównymi kontaktorami obciążenia kursant podłączy dwa przekaźniki równolegle do DQ0 modułu F. W przypadku konieczności wymiany komponentu w konfiguracji sprzętowej na nowszą wersję lub inny typ, kursant nauczy się, jak to zrobić.
Kursant znajdzie odpowiedni moduł serwera w katalogu sprzętu i włoży go do slotu 5. Jeśli moduł serwera zostanie pominięty, zostanie on automatycznie utworzony podczas kompilacji konfiguracji urządzenia, co również będzie omówione w trakcie szkolenia.
-
Konfiguracja podstawek/potencjałów
Szkolenie obejmuje konfigurację potencjalnych grup jednostek bazowych, która polega na zmianie grupy potencjałów BaseUnit poprzez wybór modułu i otwarcie sekcji “Grupa potencjałów” w ogólnych właściwościach.
-
Pobranie konfiguracji sprzętowej
Pobranie konfiguracji sprzętowej do urządzenia polega na wyborze folderu CPU i kliknięciu przycisku “Pobierz do urządzenia”. Następnie należy wybrać poprawny interfejs i rozpocząć wyszukiwanie urządzeń w sieci.
-
Przypisanie adresów PROFIsafe
Aby przypisać adresy PROFIsafe do modułów bezpieczeństwa ET 200SP, należy wybrać moduły F-DI 8x24VDC HF_1 i F-DQ 4x24VDC/2A PM HF_1 oraz przypisać adresy PROFIsafe.
-
Tworzenie programu bezpieczeństwa
Tworzenie i pobieranie programu bezpieczeństwa polega na stworzeniu programu bezpieczeństwa zgodnie z zadaniem, skompilowaniu i pobraniu programu do kontrolera.
-
Funkcje diagnostyczne
Funkcje diagnostyczne dla programu bezpieczeństwa pozwalają monitorować stan sygnatur F oraz poszczególnych bloków, sprawdzić sygnatury bloków oraz zdiagnozować moduły F-IO.
-
Telegramy żądania i odpowiedzi
Szkolenie przedstawi układ telegramu żądania i odpowiedzi w formacie dwóch słów. Telegram żądania jest wysyłany do SINAMICS w formacie dwóch słów, podobnie jak telegram odpowiedzi.
-
SINAMICS Startdrive
SINAMICS Startdrive to narzędzie do uruchamiania konwertera SINAMICS. Jest to narzędzie zintegrowane z TIA Portal, które ułatwia przypisanie parametrów i uruchamianie przekształtników częstotliwości. Ta sekcja opisze też proces resetowania konwertera częstotliwości i ustawiania adresu IP za pomocą narzędzia SINAMICS Startdrive w TIA Portal.
-
Przygotowanie i projektowanie
Zadanie polega na uzupełnieniu projektu o konwerter częstotliwości G120 z jednostką sterującą CU250S-2 PN. W sekcji zaprezentowane zostanie planowanie, w tym schemat technologiczny i tabelę odniesienia.
-
Parametryzacja krok po kroku
Zadanie w tej sekcji przedstawi strukturalne instrukcje krok po kroku, począwszy od odzyskania istniejącego projektu, poprzez tworzenie konwertera częstotliwości w TIA Portal, aż po przypisanie parametrów konwertera za pomocą kreatora uruchamiania oraz testowanie i uruchamianie konwertera z panelu sterowania.
-
Konfiguracja w TIA Portal
W tej sekcji omówimy kroki niezbędne do skonfigurowania konwertera częstotliwości SINAMICS G120 z jednostką sterującą CU250S-2 PN Vector w TIA Portal. Będziemy tworzyć projekty, dodawać urządzenia, konfigurować parametry oraz tworzyć programy sterujące.
-
Uruchomienie i testowanie
Po skonfigurowaniu konwertera częstotliwości SINAMICS G120 w TIA Portal, przejdziemy do uruchomienia i testowania całego systemu. Sprawdzimy poprawność działania sterowania i monitorowania konwertera z programu w CPU oraz przetestujemy komunikację z jednostką sterującą CU250S-2 PN Vector
-
Tworzenie typów danych PLC dla Telegramu 1
Szkolenie obejmuje tworzenie programu do sterowania przetwornikiem częstotliwości. Przed dostosowaniem programu do sterowania przetwornikiem częstotliwości należy utworzyć dwa “typy danych PLC”, które odpowiadają strukturze wysyłania i odbierania Telegramu 1. Następnie zmień nazwę typu danych PLC.
-
Tworzenie globalnego bloku danych
Następnie utwórz globalny blok danych dla telegramu żądania i odpowiedzi. W kolejnym kroku należy utworzyć tagi globalne w nowej tabeli tagów do komunikacji z przetwornikiem częstotliwości.
-
Implementacja programu i monitorowanie
Po utworzeniu programu, należy go załadować do CPU. Następnie można monitorować blok Main [OB1] w celu diagnozowania sterowania przetwornikiem. Cała komunikacja z przetwornikiem jest widoczna w bloku danych’. Diagnostyka z użyciem SINAMICS Startdrive dla przetwornika częstotliwości G120 pozwala monitorować słowa kontrolne/statusowe oraz aktywne komunikaty.
-
Diagnozowanie usterek w automatyce
Szkolenie skupia się na praktyce dotyczącej diagnozowania usterek i usterek sprzętowych w automatyce. Usterki mogą być spowodowane różnymi czynnikami. Po zmianie na tryb RUN, występują dwa wzorce błędów. Pierwszy to przejście CPU w stan STOP lub pozostanie w nim. W takim przypadku zapala się żółta dioda STOP, a inne diody kontrolne zapalają się na CPU, zasilaczu, modułach IO lub modułach magistrali. W drugim przypadku CPU znajduje się w błędnym stanie RUN, gdzie zapala się zielona dioda RUN i inne diody kontrolne na CPU, zasilaczu, modułach IO lub modułach magistrali. Wtedy może występować usterka w urządzeniach IO lub zasilaniu. Następuje wstępna weryfikacja w celu zawężenia obszaru usterki. Dane diagnostyczne usterek modułów IO i magistrali są odczytywane z diagnostyki sprzętowej.
-
Funkcje diagnostyczne
Diagnostyka sprzętowa obejmuje widok urządzenia w trybie online w TIA Portal, który zapewnia szybki przegląd konfiguracji i stanu systemu automatyki. Projekt drzewa w trybie online w TIA Portalu daje przegląd zprogramowanych bloków programu użytkownika. Porównanie bloków programu używanych offline i online jest wyświetlane za pomocą symboli diagnostycznych.
-
Nieocenione funkcjonalności
W trakcie szkolenia zostaną zaprezentowane i przetestowane funkcje diagnostyczne, takie jak symbole diagnostyczne w widoku online TIA Portal, diagnostyka urządzeń z informacjami o modułach, porównanie offline/online, monitorowanie i modyfikowanie tagów oraz wymuszanie tagów. Planowanie diagnostyki będzie przeprowadzone na przykładzie gotowego projektu w TIA Portalu. W trakcie szkolenia konieczne będzie ustanowienie poprawnego połączenia komunikacyjnego z CPU poprzez Ethernet/PROFINET. Następnie zostaną przedstawione kroki do wykonania, takie jak pobranie istniejącego projektu, pobranie programu, połączenie online, sprawdzenie stanu CPU, porównanie offline/online bloków, utworzenie tabeli monitorowania, monitorowanie i modyfikowanie tagów oraz wymuszanie tagów.
-
Programowe funkcjonalności
W ćwiczeniu uczestnicy będą mieli za zadanie przetestować blok funkcji MOTOR_AUTO [FB1]. Wyzwaniem będzie przesunięcie cylindra do tylnej pozycji, aby spełnić warunki umożliwiające włączenie przenośnika. Planowanie implementacji zadania będzie odbywać się samodzielnie. Na zakończenie zostanie przeprowadzona kontrola wykonania ćwiczenia, w której uczestnicy będą musieli potwierdzić wykonanie poszczególnych kroków, takich jak pobranie projektu, pobranie CPU, utworzenie tabeli monitorowania i wykonanie określonych działań.
-
Serwer WWW
Serwer internetowy jest dezaktywowany w CPU (przy domyślnych ustawieniach). Oznacza to, że musisz załadować projekt, w którym serwer internetowy jest aktywowany, aby umożliwić dostęp za pomocą przeglądarki internetowej.
-
Założenie projektu
Projekt “Lift” zostanie utworzony w środowisku TIA Portal, zgodnie z dokumentacją sprzętu. Pierwszym krokiem będzie zdefiniowanie sprzętu w projekcie, obejmującego CPU, moduły IO oraz wyspę ET200S. Następnie należy dokonać wstępnej parametryzacji CPU, ustalając adresy IP oraz adresy dla różnych rodzajów sygnałów.
-
Konfiguracja sprzętu i sieci
Kolejnym etapem jest konfiguracja oraz dołączenie wyspy ET200S do sieci Profinet sterownika. Kursant skonfiguruje również adresy IP i IO dla wyspy ET200S. Następnie należy skonfigurować elementy związane z przekształtnikiem częstotliwości. Poźniej należy przystąpić do ustawień związanych z safety. Po zakończeniu konfiguracji przystąpi do kompilacji projektu i wgrania go do CPU.
-
Przypisanie nazw i testowanie sygnałów
Następnie zostaną przypisane nazwy wyspie zgodnie ze schematem elektrycznym oraz utworzone tablice zmiennych dla różnych rodzajów sygnałów. W kolejnych krokach przypisze się zmienne symboliczne do adresów IO oraz przeprowadzi test sygnałów wejść/wyjść.
-
Przygotowanie struktury projektu
Kolejne etapy obejmują podstawowe operacje bitowe, tworzenie funkcji oraz wykorzystanie markerów. Programowanie funkcji odbywa się w kolejnych krokach, z uwzględnieniem testowania i wgrania oprogramowania do PLC po wykonaniu każdego podpunktu. Kursant będzie obsługiwać różne funkcje, takie jak sterowanie diodami, obsługa trybu pracy windy, operacje bitowe oraz wykorzystanie przerzutników SR i RS.
-
Safety
Przygotowanie programowej części do systemu bezpieczeństwa.
-
Testowanie programu
Należy dokonać testowania programu, zarówno w trybie automatycznym, jak i ręcznym, w celu sprawdzenia poprawności działania.
-
Rozbudowa kodu
Zadanie dotyczy modyfikacji kodu sterującego windą w trybie ręcznym, aby zatrzymywała się poprawnie po osiągnięciu każdego z czujników pozycji windy. Modyfikacja obejmuje dodanie przerzutnika SR, instrukcji zbocza narastającego sygnału oraz instrukcji warunkowych. Program jest następnie wgrywany i jego działanie obserwowane.
-
Dodatkowe funkcjonalności
Następne zadanie polega na zmianie prędkości przejazdu windy poprzez dodanie instrukcji Move. Tworzone są stałe globalne oraz funkcja do odczytu pozycji windy z wykorzystaniem enkodera i licznika CTUD. Kolejne zadania obejmują operacje matematyczne, takie jak przeliczenie impulsów enkodera na odległość, liczenie czasu pracy windy, oraz zmniejszanie prędkości windy przy dojeżdżaniu do poszczególnych pięter.
-
Sterowanie obiektem
Zadania obejmują różnorodne operacje programistyczne i konfiguracyjne dotyczące sterowania windą przy użyciu kontrolera PLC. Celem jest stworzenie efektywnego i bezpiecznego systemu zarządzania windą.
-
Obliczenia
Jednym z zadań jest przygotowanie kodu odpowiedzialnego za obliczanie prędkości przejazdu windy na podstawie zmiany pozycji. Używane są timery do kontrolowania zatrzymywania windy na środku każdego czujnika piętra.
-
Wizualizacja obiektu (1/2)
W kolejnym zadaniu używane są timery do sterowania diodami, które wskazują aktualną pozycję windy. To pozwala na wizualną kontrolę położenia windy.
-
Wizualizacja obiektu (2/2)
Kolejne zadania obejmują użycie licznika CTU do sygnalizacji wybranego piętra oraz informacji o stanie pracy PLC i falownika.
-
Diagnostyka
Wykorzystanie funkcji programowych w celu pokazania statusu pracy aplikacji. Jedno z zadań polega na wykorzystaniu timera do monitorowania czasu przejazdu windy między czujnikami pięter. Jeśli czas przejazdu przekroczy zadany limit, aktywowany jest alarm, co zapewnia dodatkowe bezpieczeństwo.
BOOTCAMP zestawienie
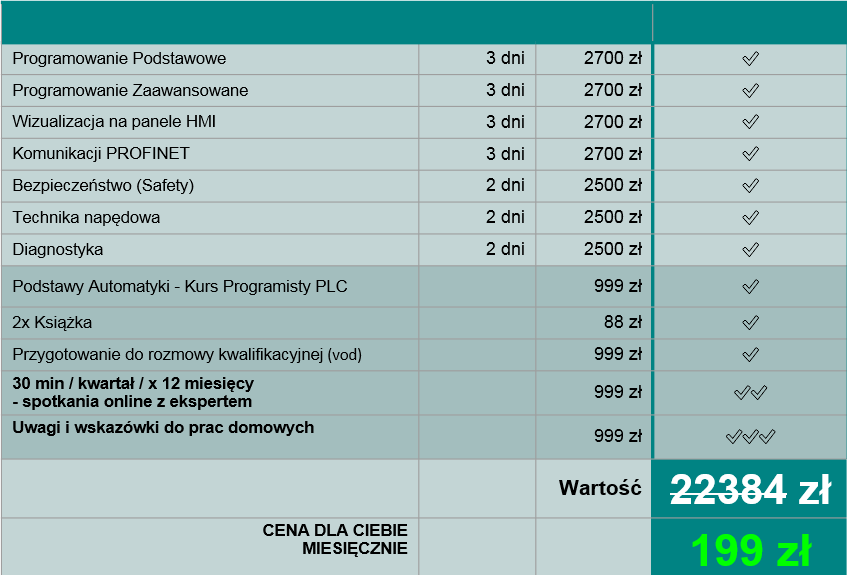
Podsumowanie


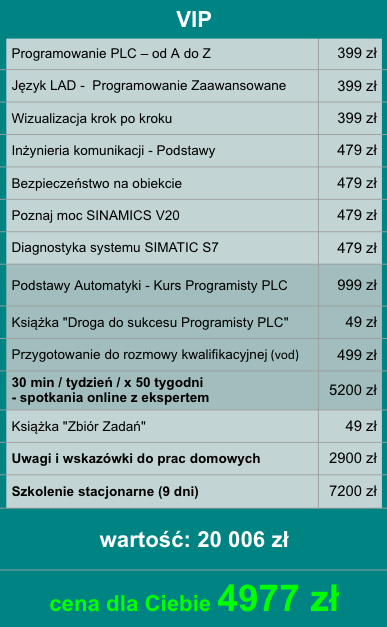
Wykorzystywane oprogramowanie i sprzęt

CPU S7-1200F
SIMATIC Safety Integrated reprezentuje bezproblemową i wygodną integracje technologii bezpieczeństwa w standardowych aplikacjach automatyzacji. To znaczy jeden kontroler, jeden inżynier, jeden komunikacja dla standardu i bezawaryjna automatyka.

CPU S7-1200 G2
Nowy sterownik, który stworzono jako następcę S7-200 i S7-1200 G1. Charakteryzuje się parametrami nieznacznie słabszymi niż rodzina S7-300. Kilka wersji CPU występujących w rodzinie pozwala na dobór w zależności od wymagań projektu

Oprogramowanie TIA Portal
Totalnie zintegrowana automatyka, to środowisko programistyczne, które łączy PLC (programowanie), HMI(wizualizacje) oraz startdrive(technikę napędową).
Dla kogo jest udział w bootcampie?
Nasz bootcamp został stworzony z myślą o różnych grupach zawodowych i edukacyjnych. Jest on idealnym wyborem dla osób, które chcą zdobyć nowe umiejętności i zwiększyć swoją wartość na rynku pracy. Oferujemy kompleksowe szkolenie, które dostosowane jest do potrzeb zarówno początkujących, jak i tych, którzy chcą poszerzyć swoją wiedzę.
Uczniowie/Studenci
Dzięki bootcampowi, młodzi ludzie mogą zbudować solidną podstawę w automatyce i programowaniu PLC, co zwiększy ich konkurencyjność na rynku pracy i przygotuje ich do przyszłych wyzwań zawodowych.
Elektryk/Elektromonter
Bootcamp umożliwi im przejście od tradycyjnych zadań elektrycznych do bardziej zaawansowanych ról związanych z PLC, co może prowadzić do lepszych możliwości zatrudnienia i wyższych zarobków.
Utrzymanie ruchu
Udział w bootcampie pozwoli im na szybsze i bardziej efektywne rozwiązywanie problemów, zmniejszając przestoje i zwiększając wydajność zakładu.
Inżynier rozruchu/projektu
Ten bootcamp dostarczy im praktycznej wiedzy i umiejętności niezbędnych do zarządzania kompleksowymi projektami, co przełoży się na sukces wdrożeń i zadowolenie klientów.
Niezależnie od tego, czy jesteś uczniem lub studentem, elektrykiem, specjalistą ds. utrzymania ruchu, czy inżynierem rozruchu/projektu, nasz kurs dostarczy Ci niezbędnych umiejętności i wiedzy, aby sprostać wyzwaniom w dziedzinie automatyki i programowania PLC. Dołącz do nas i rozwijaj swoją karierę dzięki praktycznym i zaawansowanym szkoleniom dostosowanym do Twoich potrzeb zawodowych.


Gwarancja
i certyfikat
Jeżeli po 14 dniach od zakupu stwierdzisz, że to nie dla Ciebie, zwrócę Ci 100% ceny kursu. Po ukończeniu kursu otrzymasz certyfikat w dwóch językach – polskim i angielskim.
Najczęściej zadawane pytania
-
Czy otrzymam potwierdzenie po zakupie?
Tak. Otrzymują Państwo maila. Czasami maile trafiają do SPAMu lub innych folderów. Proszę o dokładne sprawdzenie skrzynki pocztowej.
-
Czy ten bootcamp jest dla mnie, jeżeli nigdy nie używałem PLC?
Tak. Bootcamp jest właśnie przygotowane w taki sposób, aby osoby bez styczności z PLC firmy Siemens mogły nauczyć się takich umiejętności. Kursant jest prowadzony krok po kroku (co widać też w spisie treści).
-
Jak umówić się na konsultacje?
Należy wysłać maila na biuro@plcspace.pl z pytaniami (problemami) oraz propozycje dogodnej dla Państwa daty na konsultacje (przez Skype lub Teamviever).
-
Czy kurs mogę realizować na różnych komputerach?
Tak. Materiał z kursu (nagrania wideo) mogą być oglądana na każdym komputerze.
-
Jak wygląda część teoretyczna w wersji online?
Kurs otrzymują Państwo na maila, gdzie są szczegółowe informacje jak zalogować się i korzystać z platformy e-larninowej.
-
Co jeżeli podczas realizacji kursu na platformie pojawi się jakiś problem?
Proszę o maila z opisem problemu i printscreenami na adres: biuro@plcspace.pl.
-
Jaki jest czas dostępu do materiałów na platformie?
Brak ograniczeń czasowych.
-
Czy muszę mieć jakiekolwiek doświadczenie z programowaniem?
Nie. W bootcampie są podane krok po kroku wszystkie potrzebne informacje od “zera”.
-
Czy będę musiał kupić licencję do oprogramowania?
Nie. Na platformie e-larningowej są informacje jak uzyskać licencje w sposób legalny, aby zrealizować materiał.
-
Czy jest możliwośc zwrotu?
Tak, do 14 dni od dnia zakupu.
-
Czy będę potrzebował sterownika PLC do realizacji kursu?
Nie. Sterownik rzeczywisty nie jest konieczny. Zadania dodatkowe są przygotowany w taki sposób, że można je zrealizować także na sterowniku wirtualny PLCsim. Wszystko zależy od tego, czym dysponuje kursant.
-
Jak kupić udział w bootcampie?
Wystarczy kliknąć przycisk Dodaj do koszyka i uzupełnić formularz oraz dokonać płatności.
-
Kiedy rozpoczyna się bootcamp?
Zajęcia teoretyczne -> natychmiast po opłaceniu. Proszę o realizację zgodnie z proponowanym harmonogramem.
Kup w zestawie i oszczędź
Zaznacz co najmniej 2 kursy z listy oraz pierwszą, darmową pozycję książki (łącznie trzy zaznaczenia), a w koszyku naliczy Ci się automatyczny rabat w wysokości 25%.
Jeżeli chcesz dowiedzieć się więcej o danym kursie kliknij w jego nazwę, a strona przeniesie Cię na jego ofertę.

Firmy, które skorzystały z naszych kursów



























Opinie kursantów

 Stanislaw
Stanislaw
Tym, co odróżnia ten kurs to możliwość pozyskania praktycznej, konkretnej wiedzy. Wszystko jest jasno wytłumaczone. Zdecydowanie polecam!
 Marcel
Marcel
Po przerobieniu kursu wiem, jakie są składniki środowiska programiastycznego oraz co robić krok po kroku. Teraz czuje się pewnie i wiem co robię
 Leon
Leon
Kurs prowadzony w bardzo przystępny sposób. Zawiera dużo interesujących i przydatnych informacji.
 Michał
Michał
Mogę uczciwie zarekomendować kurs. Jest to solidna i rzeczowa wiedza. Na pewno kupię kolejne.
 Wiktor
Wiktor
Dzięki kursowi postanowiłem dalej iść w tym kierunku. Cel to szukanie bardziej ambitnego i lepszego stanowiska pracy
 Piotr
Piotr
Kurs przygotowany przez Pana Tomasza wyróżnia się wysokim poziomem merytorycznym oraz skrupulatnie przygotowanymi lekcjami. Są zaplanowane w sposób przejrzysty i rozsądny, dzięki czemu łatwiej przyswoić wiedzę oraz w razie potrzeby wrócić do materiału. Dodatkowym atutem jest możliwość darmowej konsultacji.
 Nikodem
Nikodem
Zdecydowanie polecam! Same konkrety, nie ma niepotrzebnego rozwodzenia się nad zagadnieniami.
 Ignacy
Ignacy
To mój pierwszy kurs, na pewno nie jest ostatnim. Jestem pod wrażeniem merytorycznej jakości wiedzy.
 Tymon
Tymon
Wszystko jasno wytłumaczone, można się naprawdę wiele nauczyć. Dużo praktycznych informacji i przykładów, które pomagają wszystko zapamiętać. Moim zdaniem, warto skorzystać z takiej formy nauki ponieważ można się uczyć w dowolnym czasie i miejscu. Jest to praktyczne i wygodne rozwiązanie.
Pamiętaj. Programowanie jest prostsze niż myślisz!

Twórca PLCspace, autor książek i szkoleń, specjalista w programowaniu sterowników i paneli HMI firmy Siemens


