























You will find that you are eager to reach for complementary knowledge yourself. On our course, we don't just teach the theoretical basics of programming. We show you concrete solutions, tricks and tricks that will make your work go more smoothly and faster, as well as safer for your colleagues. We teach you the analytical thinking that every PLC programmer should master.
Although the work of an automation programmer may be associated mainly with loneliness, in reality it is usually quite the opposite. PLC programmers become part of a team that works together on a single project. This means that you have to consult and discuss the results of your work with managers, logistics specialists, health and safety specialists on an ongoing basis. No worries! After our course, you will feel like a fish in water, programming PLCs for both small companies operating in a narrow specialisation and large manufacturing companies.
You will also learn how to avoid them and work on your workshop. Most PLC courses you find on the web are limited to imparting theory. However, we know that theory is far too little for beginners. We will show you how to avoid the pitfalls that lurk in your work as an industrial automation technician and explain why they can be dangerous.
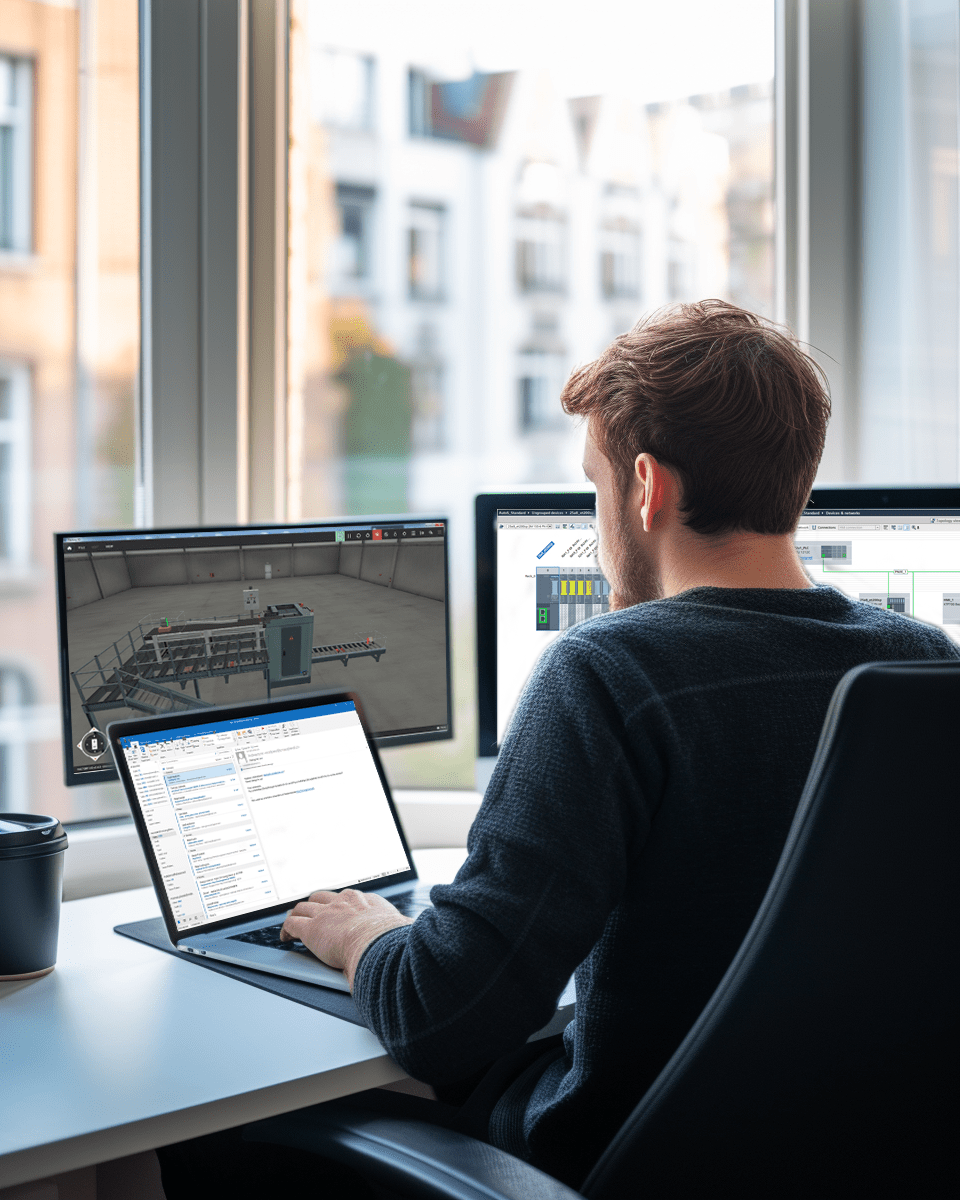
The virtual factory will show you the typical challenges faced by automation professionals working in industry, you will master the stress before the real work. With Factory I/O, you will be able to test any solution that comes to mind before you propose it in practice. With Factory I/O, you will see the results of your work right away, and you will not just look at the source code.
 You work with the application in a "real" factory
You work with the application in a "real" factory
Software Factory IO takes you into a virtual factory where you test the operation of individual Siemens Simatic s7 PLCs in real time. Test your knowledge in practice using a secure sandbox and feel like a real automation programmer.

 You become flexible
You become flexible
You learn to program the PLC in the LAD language, which allows you to write code of any level of sophistication.
 No time wasted on notes
No time wasted on notes
Our course is delivered in a convenient online format, and you gain unlimited access to the learning materials and review them whenever you want. Forget about jotting everything down in a bulky notebook.
 You gain practical knowledge
You gain practical knowledge
Uczysz się programować z wykorzystaniem sterownika PLC Siemens S7-1200 i S7-1500. To uniwersalny moduł, który sprawdzi się przy wielu prostych i złożonych projektach.
 You work in peace and quiet
You work in peace and quiet
You solve the exercises on your own, without the group acting as a distraction, and you sit down to train when you have the time and inclination.
 You do not need to buy any additional equipment
You do not need to buy any additional equipment
The course is conducted on a simulator that allows visualisation of the various activities.
 You don't spend money on software
You don't spend money on software
All exercises are based on the TIA Portal platform, which you can download and use free of charge.
 Nasz kurs ruszy na każdej systemie Windows
Nasz kurs ruszy na każdej systemie Windows
Z udostępnionym materiałem możesz się zapoznać niezależnie od tego, czy korzystasz z Windowsa 7, 8.1, 10 czy 11. Szkoda pieniędzy na nowy komputer, skoro Twój poprzedni doskonale poradzi sobie ze szkoleniem.
With many years of working on large projects, we pass on the best programming practices that you will use in any job. You will meet many other programmers in your career and not all of them will represent a good school of programming. We want you to join the best in your field, so we will pass on not only knowledge and practice, but also thought patterns that will help you in your future work. It's not just about you being able to design software about PLC. It's about you doing it perfectly. We can help you do that.

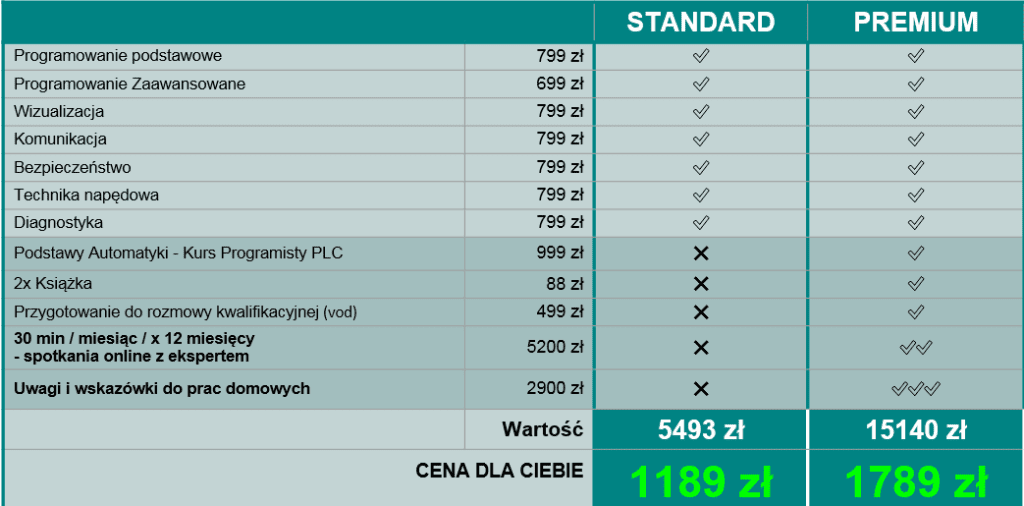
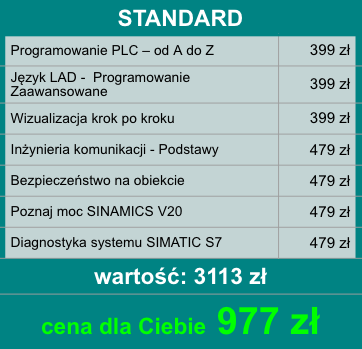
– Programowanie podstawowe(799 zł)
– Programowanie Zaawansowane (699 zł)
– Wizualizacja (799 zł)
– Komunikacja (799 zł)
– Bezpieczeństwo (799 zł)
– Technika napędowa (799 zł)
– Diagnostyka (799 zł)`
RAZEM WARTOŚĆ: 5493 PLN
Dodatkowo jako BONUS jest kurs: „Zrozumieć Automatykę – Przewodnik dla Zielonych” (499 zł)

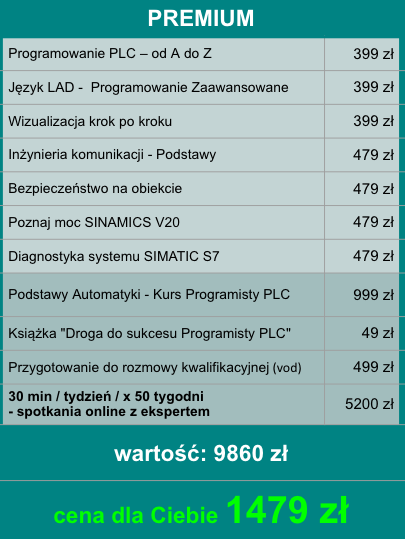
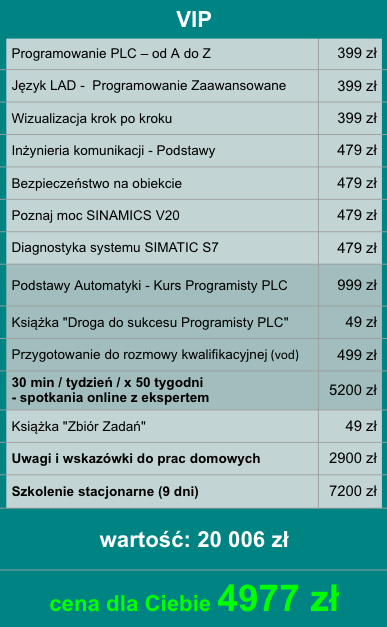
– WSZYSTKO to, co w pakiecie STANDARD (5493 zł)
plus
– Podstawy Automatyki – Kurs Programisty PLC (999 zł)
– Książka „Droga do sukcesu Programisty PLC” (49 zł)
– Książka „SIMATIC S7-1200 w zadaniach” (39 zł)
– Przygotowanie do rozmowy kwalifikacyjnej (499 zł)
– 30 min / miesiąc / x 12 miesięcy – spotkania online z ekspertem (5200 zł)
– Uwagi i wskazówki do prac domowych przez 12 miesięcy (2400 zł)
RAZEM WARTOŚĆ: 15140 zł
Dodatkowo jako BONUS jest kurs: „Zrozumieć Automatykę – Przewodnik dla Zielonych” (499 zł)







 Uczniowie/Studenci
Dzięki kursowi, młodzi ludzie mogą zbudować solidną podstawę w automatyce i programowaniu PLC, co zwiększy ich konkurencyjność na rynku pracy i przygotuje ich do przyszłych wyzwań zawodowych.
Elektryk/Elektromonter
Kurs umożliwi im przejście od tradycyjnych zadań elektrycznych do bardziej zaawansowanych ról związanych z PLC, co może prowadzić do lepszych możliwości zatrudnienia i wyższych zarobków.
Utrzymanie ruchu
Udział w kursie pozwoli im na szybsze i bardziej efektywne rozwiązywanie problemów, zmniejszając przestoje i zwiększając wydajność zakładu.
Inżynier rozruchu/projektu
Kurs dostarczy im praktycznej wiedzy i umiejętności niezbędnych do zarządzania kompleksowymi projektami, co przełoży się na sukces wdrożeń i zadowolenie klientów.
Uczniowie/Studenci
Dzięki kursowi, młodzi ludzie mogą zbudować solidną podstawę w automatyce i programowaniu PLC, co zwiększy ich konkurencyjność na rynku pracy i przygotuje ich do przyszłych wyzwań zawodowych.
Elektryk/Elektromonter
Kurs umożliwi im przejście od tradycyjnych zadań elektrycznych do bardziej zaawansowanych ról związanych z PLC, co może prowadzić do lepszych możliwości zatrudnienia i wyższych zarobków.
Utrzymanie ruchu
Udział w kursie pozwoli im na szybsze i bardziej efektywne rozwiązywanie problemów, zmniejszając przestoje i zwiększając wydajność zakładu.
Inżynier rozruchu/projektu
Kurs dostarczy im praktycznej wiedzy i umiejętności niezbędnych do zarządzania kompleksowymi projektami, co przełoży się na sukces wdrożeń i zadowolenie klientów.































 Stanislaw
Stanislaw
What sets this course apart is the opportunity to acquire practical, concrete knowledge. Everything is clearly explained. Definitely recommended!
 Marcel
Marcel
After going through the course, I know what the components of the programming environment are and what to do step by step. Now I feel confident and know what I am doing
 Leon
Leon
Course delivered in a very accessible way. Contains a lot of interesting and useful information.
 Michael
Michael
I can honestly recommend the course. It is solid and factual knowledge. I will definitely be buying more.
 Victor
Victor
Thanks to the course, I have decided to go further in this direction. The goal is to look for a more challenging and better job
 Peter
Peter
The course prepared by Mr Tomasz is distinguished by its high level of content and meticulously prepared lessons. They are planned in a clear and sensible manner, making it easier to assimilate knowledge and return to the material if necessary. An additional advantage is the possibility of a free consultation.
 Nikodem
Nikodem
Definitely recommended! The facts themselves, no unnecessary dwelling on issues.
 Ignatius
Ignatius
This is my first course, certainly not my last. I am impressed with the substantive quality of the knowledge.
 Tymon
Tymon
Everything clearly explained, you can really learn a lot. Lots of practical information and examples to help you remember everything. In my opinion, it is worth using this form of learning because you can learn anytime and anywhere. It is practical and convenient.


